一、噴丸強化試片
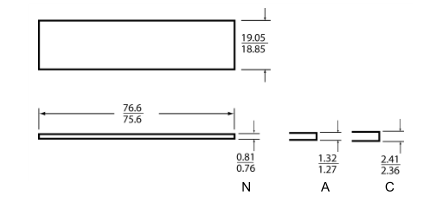
- 測量試片使用SAE1070冷軋鋼材制成的的一個扁方矩形塊,在圖1中有描述。有三種標準厚度的試片,為為低用于強度,中等強度及高強度;
- 小尺寸的試片可用于小部位的強度測量如洞或插槽。這些試片必須遵照表1中的要求除了寬度和長度。轉動方向必須沿著試片的長度方向。參見SAE J443的所添加的要求。
二、阿爾門試片(座)夾具:
當試片經受彈丸流沖擊時,這個堅硬的鋼制夾具需遵守圖2的要求。在正確區域(圖2中顯示陰影部分)的平面度需保持到0.1mm。(0.0039英寸)
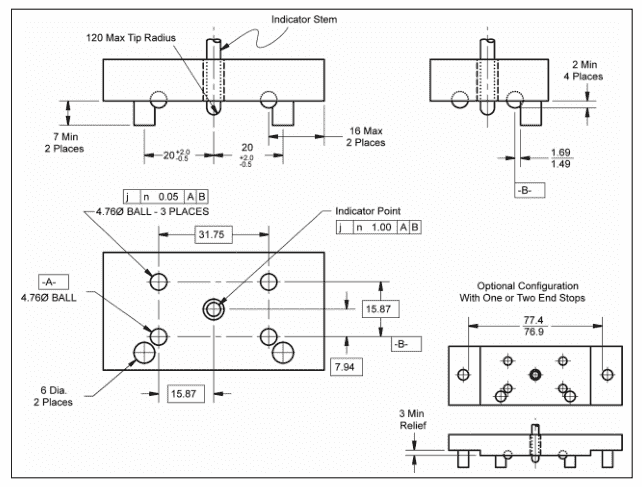
三、阿爾門測量儀:
測量儀必須符合表3的要求,以及擁有0.001mm的分辨率能力。其精準度為±0.005mm(±0.0002英寸)。應將其五點操作范圍校正為-0.050mm到+0.600mm。測量儀應每年都進行校準。校準報告需包含至少五點(即0.2mm,0.3mm,0.4mm,0.5mm及0.6mm)有關指示器裝置的延伸。球和指示器之間的接電必須檢查,如果平點大于1.0mm時必須更換。如果凹糟影響測量儀上試片的合適位置時,需跟換或旋轉定位柱。
四、校零塊:
將有平面保障的零塊(0.005mm)安裝到測量儀的基面上。此塊需依靠在四個支撐球面的表面上。
材料-按照 SAE J403的SAE1070冷軋彈簧鋼:
熱處理:所有的試片都必須經統一硬化和回火后制成擁有一定硬度的回火馬氏體,表面硬度為HRC(44-50)的為A和試片,及HRA(72.5-76.0)的為N試片。
根據ASTM E 18在平面一側的縱向中心線上試片任意一端的大約13mm處進行硬度測量。
表面碳:試片必須不受表面碳含量改變的影響,表面和亞表面材料的平均硬度的差異依照鉻氏硬度30-N的范圍不可超過2點。至少4個讀數的平均值都要進行對比。任何一個的數值的確定都必須在未經噴丸強化的試片表面進行測定。試片硬度的確定必須排除試片未經其他用途。表面硬度讀數比亞表面硬度讀數小說明經脫碳處理了。表面硬度讀數比相應表面硬度值大則表面滲碳。例如:如果平均表面硬度值為鉻氏硬度30-N的范圍的62.5,在經過仔細的研磨,表面以下一個區域的硬度為鉻氏硬度30-N的范圍的64.0,此試片是可以接受的。如果亞表面的硬度為鉻氏硬度30-N的范圍的65.0。已經超過2點可作為拒絕的理由。
- 邊緣類型:第一(不要運用到試片的末端)
- 表面處理:試片的上表面及下表面的金屬不可以變形(毛刺)
- 預彎曲度:允許每一片試片的任一面與彎曲度為N±.025mm(0.001英寸),A±.025mm(0.001英寸),以及C±0.038mm(0.0015英寸)。回火處理來達到預彎曲平面是不允許。
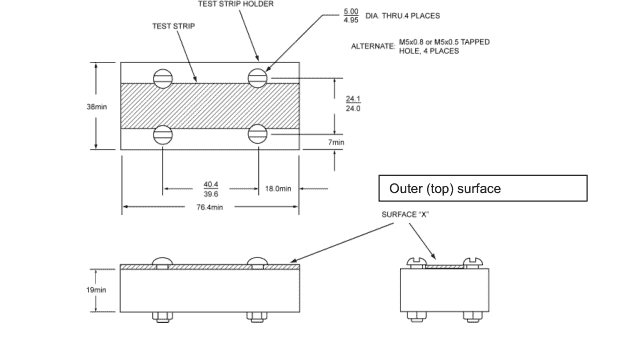
- 材質:所提到的夾具的材質為任何合金或者碳鋼,其最大硬度為HRC57,以及0.7mm或者更大的深度。當某些材料磨損和變形性能對試片的性能沒有不利影響時,可使用替換材料(和硬度)和外形尺寸。
- 中心孔直徑:一個或者兩個附加的孔,每一個孔的最大直徑為為18mm,可將這些孔添加到設備上再安裝到夾具上并固定。孔可以穿過或者套著,以及延伸到夾具上試片正確的表面。
- 螺絲:使用尺寸為M5的平頭(或者更小直徑的頭)類型的螺絲。在螺絲下可使用墊圈后夾緊試片到夾具上。
- 尺寸偏差:±0.5mm除非特指。
- 將四個精確的球(直徑為4.76mm)安裝到試片的定位座上。球必須放到同一平面上(和指示桿垂直),±0.05mm以內。
- 數字指示器必須有最小0.001mm分辨率。
- 可選配置上有1個或者2個重點制動裝置,因為制動裝置可以促進測試的統一,以及確保計量儀上的試片放置始終如一。
注意:
1.原先我們使用兩種計量儀進行試片弧高值的測量。第一種測量儀完全用兩個刀狀物支撐;第二種計量儀(在1943發明)使用4個球將放置的試片連接到指示桿。一些工程標準繼續顯示在試片上字母后面加2的,表明使用的是第二種試片。這種指定(例如A2)既不強求也不要推薦。由SAE標準定義的計量儀使用了和第二種計量儀相同的定位方法,然后就可由等效讀數得出。
2.強度定義作廢
之前的和數字指示器上的刻度數字相關的無尺寸值已經停止使用,其不利于以mm為單位直接讀數。
3. 尺寸
若無特殊指出尺寸單位使用毫米,為了方便可以括弧的形式用英寸列出。
4. 邊緣標記
在左邊空白邊緣的變更指示符可便于用戶記錄編輯未曾修改的定位區技術,已經在此文檔的上一期提出了。在文檔左邊的一個(R)的標志說明了此文檔已經完全修改,也包括了技術修改。變更符和(R)不會再原始文檔中使用,也不會用于包含開了編輯修改的文檔中。