對 TCl鈦合金進行 了不 同液體噴丸工藝試驗 ,分別 應(yīng)用三點彎 曲高頻疲 勞試 驗和 x射線應(yīng)力分 析 系統(tǒng)測試了材料的疲勞性能及表面殘余應(yīng)力分布,研究了不同噴丸工藝對疲勞性能和表面殘余應(yīng)力的影響。 結(jié) 果 表 明 ,一 定 范 圍 內(nèi) ,噴 丸 壓 力 越 大 ,表 面 殘 余 應(yīng) 力 越 高 ,疲 勞 極 限 越 高 。 但 噴 丸 壓 力 增 加 到 一 定 限 度 時 ,疲 勞強度下降 。噴丸飽 和時間及 噴丸角度對表面殘余應(yīng)力和疲勞極限影響較小 。
TC1是一種 Ti.A1.M0.zr.si系馬氏體 a+B 型兩相鈦合金 ,在 500oC以下具有較高強度和 良 好的抗腐蝕能力,因此在航空航天領(lǐng)域得到了廣 泛應(yīng)用。通過噴丸強化引入有利的殘余應(yīng)力 分布是提高TC11抗疲勞性能和微動疲勞抗力的 公認方法。近年來 ,許多鈦合金材料在應(yīng)用 中均
采用了噴丸強化 工藝。高玉魁 _2研究 了噴丸對 TC4合金微觀組織結(jié)構(gòu)的影響。陳國清等人 采 用 陶 瓷 液 體 噴 丸 的 方 法 提 高 了 Ti-6AI-4V 的 疲 勞 強度 ,并有效 降低 了試樣 的表面粗糙 度。王欣等 人 采用陶瓷噴丸在 Ti60合金表面獲得較小的 表面粗糙度和較大 的殘余壓應(yīng)力 ,并使其疲勞性 能 提 高 了 4 倍 。
本 文 對 TC11三 點 彎 曲 疲 勞 試 樣 進 行 液 體 噴 丸 ,研 究 不 同 噴 丸 工 藝 對 TC11 疲 勞 強 度 以 及 表 面殘余應(yīng)力的影響。
1 TC-11材料及試驗方法
1.1 試 驗 材 料
本 試 驗 所 用 TC11的 化 學(xué) 成 分 為 :鋁 6.28% ,鉬 3.26%,鋯 1.60%,硅 0.02%。熱處理工藝選 用 960°C固溶 30rain后空冷,530°C固溶 6h后空 冷。其力學(xué)性能為:R舢 =1O11MPa,R =1105 MPa,A=15% ,Z=39% 。
1.2 噴丸試驗
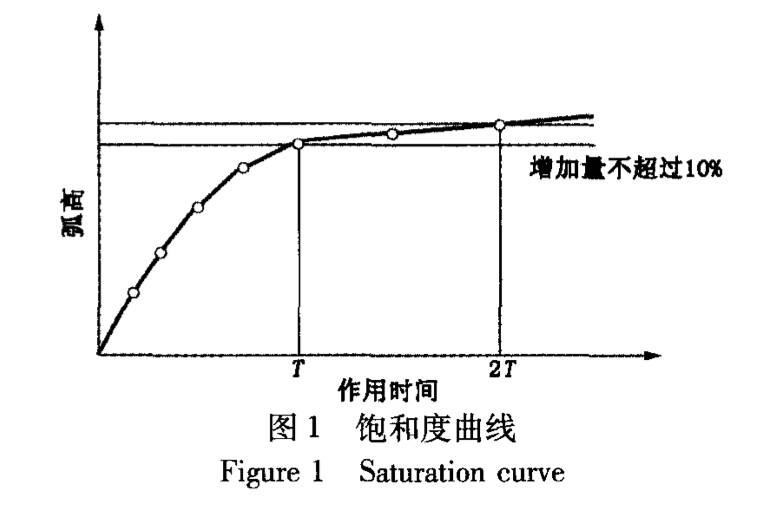
噴丸試驗采用液體噴丸機 ,噴丸丸粒為直徑1mm的鑄鋼丸。在對三點彎曲試樣噴丸之前 ,先 用 Almen試 樣 對 每 種 噴 丸 工 藝 的 飽 和 度 進 行 測 定,當在 與2T之間時,弧高的增加量不超過 10%即為飽和。飽和度曲線如圖 1所示。不同噴 丸參數(shù)下的飽和度時間 略有不同,在20min~ 40min之間。本試驗通過設(shè)計不同噴丸壓力、噴 丸 角 度 、噴 丸 時 間 的 5 種 工 藝 方 案 ( 見 表 1 ) ,研 究不同噴丸工藝對TCI1高周疲勞性能的影響。

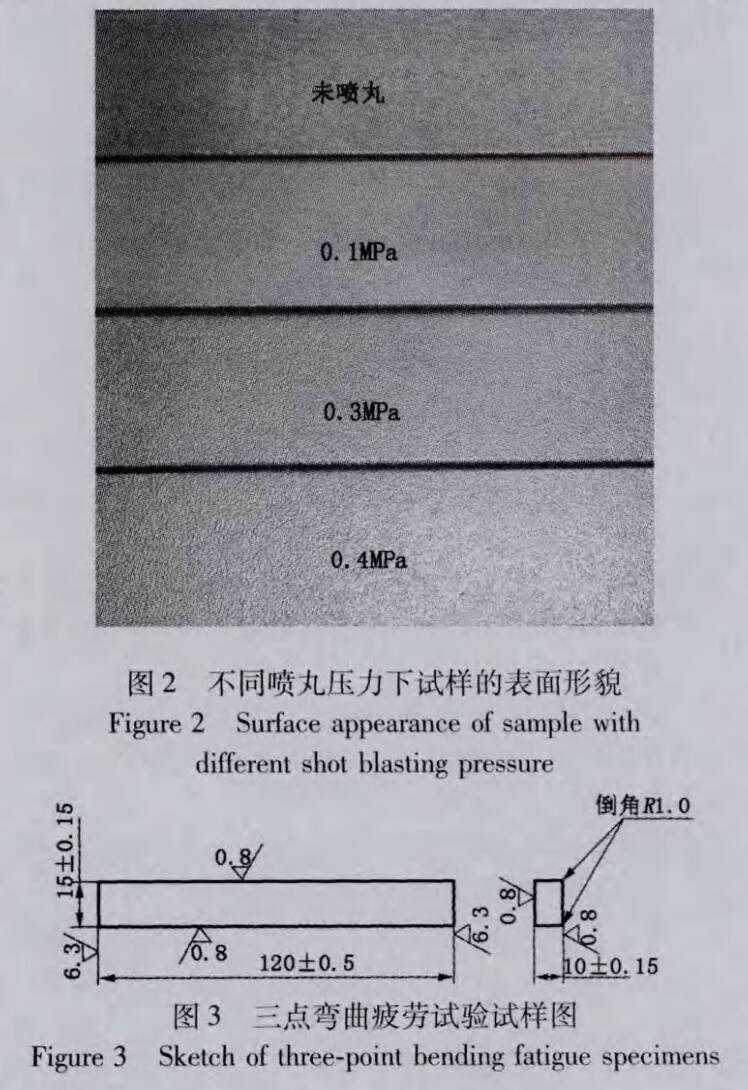
不同噴丸工藝對試樣表面形貌及粗糙度均有影響。圖2為不同壓力下噴丸試樣的表面形貌。未噴丸表面可以看到清晰的磨削痕跡。噴丸壓力為0.1 MPa時,噴丸表面基本看不到磨削痕跡,表面均勻分布有細小點狀“小坑”。噴丸壓力為0.3MPa時,表面噴丸痕跡更加明顯,肉眼已看不到磨削痕跡。當噴丸壓力達到0.4 MPa時,噴丸形成的“小坑”更深,表面粗糙度明顯增加。

1.3 三點彎曲疲勞試驗
疲勞試樣形狀為長條板狀,在試樣表面進行噴丸處理,采用三點彎曲加載方式對試樣進行疲勞加載。試樣如圖3所示,載荷比為0.1。本試驗使用長春浩園試驗機廠HQY- -300KN 高頻振動試驗機,加載頻率為55 Hz。通過未噴丸鈦合金及不同噴丸工藝的鈦合金三點彎曲試樣進行疲勞試驗,繪制疲勞曲線并測定其疲勞強度,分析不同噴丸工藝對疲勞強度的影響。
1.4殘余應(yīng)力測量
使用PROTO公司IXRD MG40型X射線應(yīng)力分析系統(tǒng)對噴丸后的試樣進行殘余應(yīng)力測量,此設(shè)備根據(jù)同傾法測試原理,選用Cu靶激發(fā),電壓20 kV,電流0.5 A,衍射鏡面為(213),測試位置為三點彎曲疲勞試樣噴丸表面中點。
2試驗結(jié)果與分析
2.1殘余應(yīng)力測試結(jié)果
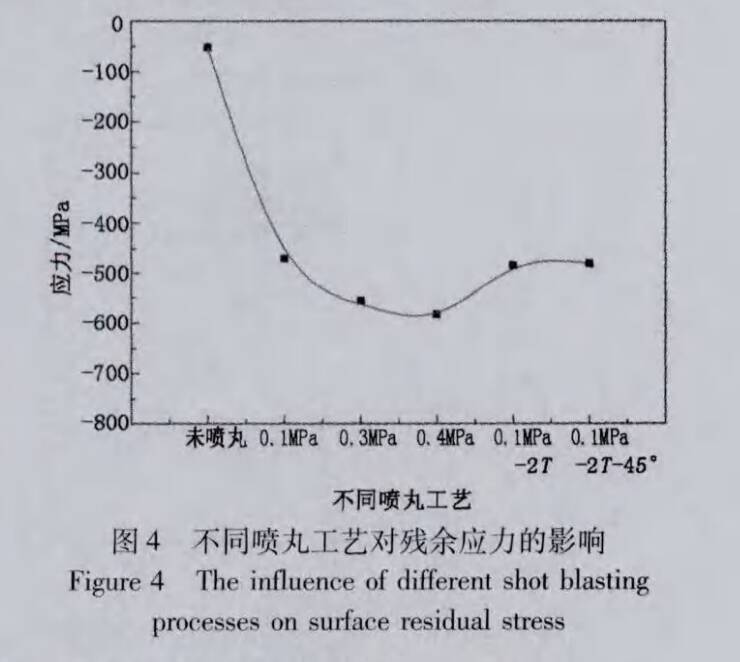
不同噴丸工藝的試樣表面的殘余應(yīng)力測試結(jié)果見圖4。未噴丸情況下,殘余應(yīng)力較小,殘余壓應(yīng)力為51MPa。0.1MPa噴丸時,殘余壓應(yīng)力升高至465 MPa。而0.3 MPa、0.4 MPa噴丸后,殘余應(yīng)力分別增加了80 MPa和110 MPa,說明增加噴丸壓力有助于提高噴丸表面的殘余壓應(yīng)力。當采用0.1 MPa-2T噴丸工藝時,發(fā)現(xiàn)殘余壓應(yīng)力值提高了不足20 MPa。噴丸角度為45°時的殘余壓應(yīng)力比垂直噴丸時略有下降,降幅約10 MPa。這說明噴丸時間和噴丸角度對殘余壓應(yīng)力有一定的提高作用,但作用有限。
2.2疲勞試驗結(jié)果與分析
經(jīng)過0.1 MPa噴丸處理后的TC11比未經(jīng)過表面噴丸處理的TC1I疲勞極限大幅度提升,如圖5所示。疲勞強度由原來的360 MPa提高到490MPa,提高了36%,說明表面噴丸工藝的確能提高TCI1的疲勞極限。高玉魁研究發(fā)現(xiàn)噴丸后TC21的疲勞強度由420 MPa上升到550 MPa,提高了30% ,在相同應(yīng)力下其疲勞壽命普遍提高了5至10倍。在TC11的疲勞試驗中也發(fā)現(xiàn)相似的情況,相同應(yīng)力下的疲勞壽命甚至相差近100倍。
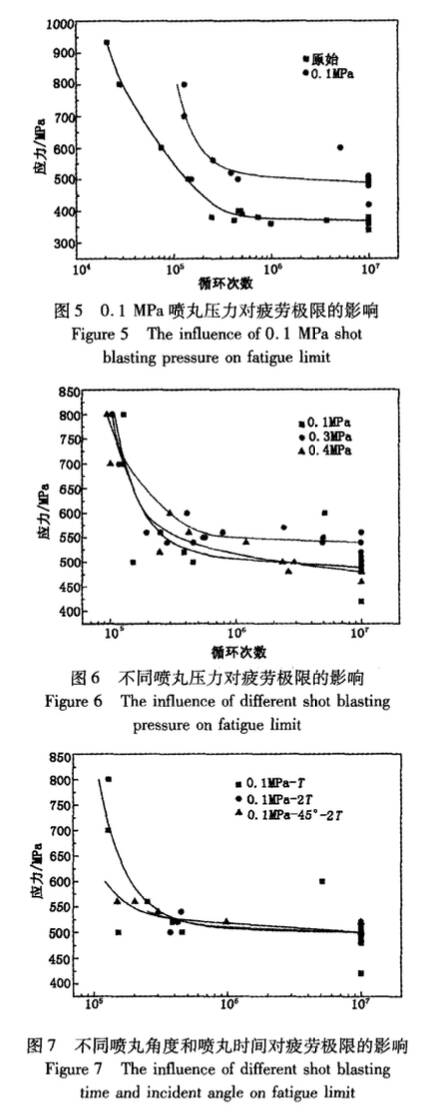
從圖6可以看出,不同噴丸壓力對TC11疲勞極限的提升作用不同,0.3 MPa時疲勞極限最高,0.1 MPa時次之,0.4 MPa時較差。隨著噴丸壓力的提高,疲勞強度并沒有逐漸增加。噴丸壓力為0.3 MPa時,疲勞強度最高。當噴丸壓力提高到0.4 MPa時,疲勞強度卻出現(xiàn)明顯的下降,這是由于噴丸壓力過大會使噴丸表面出現(xiàn)微裂紋,從而導(dǎo)致疲勞強度降低,即產(chǎn)生了過噴效應(yīng)。
從圖7可以看出,經(jīng)過0.1 MPa噴丸處理后的TC11與經(jīng)過0.1 MPa-2T處理后的TC11疲勞極限相差不大,說明在噴丸壓力相同的情況下,噴丸2T時間并不能提高TC11的疲勞極限。經(jīng)過0.1 MPa-45°-2T 噴丸處理后的TC11相比于0.1MPa-2T噴丸處理后的TC11疲勞極限也沒有明顯變化,說明噴丸角度對疲勞極限影響不大,45°人射并沒有明顯降低葉片的疲勞強度。
3結(jié)論
(1)經(jīng)過噴丸強化后試樣的疲勞極限提高了30%以上,說明噴丸增強了TC11的疲勞性能。試樣的表面形貌也發(fā)生變化,噴丸痕跡覆蓋掉了試樣表面的磨削痕跡,且在一定范圍內(nèi),噴丸壓力越大,覆蓋效果越好。
(2)噴丸壓力的大小對疲勞極限影響較大。在一定范圍內(nèi),噴丸壓力越大,疲勞極限越高。但當噴丸壓力提高到一定限度時,疲勞強度下降。噴丸時間對疲勞極限影響甚微。噴丸角度對疲勞極限影響較小。
(3)殘余應(yīng)力測試結(jié)果表明,噴丸壓力對試樣殘余應(yīng)力起決定因素,噴丸壓力越大,殘余壓應(yīng)力越高。噴丸角度與噴丸時間對TC11試樣殘余壓應(yīng)力影響相對較小。
(4)本文只對試樣噴丸表面進行測試,未進行噴丸深度方向考量。因此,沿深度方向,噴丸工藝對殘余應(yīng)力的影響有待進一步研究。
江蘇液體噴丸強化設(shè)備制造商,提供液體噴丸機設(shè)計制造服務(wù),液體噴丸工藝驗證,液體噴丸強化代工服務(wù),歡迎了解。
噴拋丸設(shè)備、噴丸強化技術(shù)服務(wù),182 0189 8806 文章鏈接:http://www.wwwbaihe0.com/1763/
 微信聯(lián)系咨詢
微信聯(lián)系咨詢 消息")