提供齒輪強(qiáng)化噴丸代工和工藝設(shè)備,齒輪失效原理和噴丸強(qiáng)化在齒輪強(qiáng)化上的應(yīng)用分析,我們將根據(jù)齒輪工藝要求分析,設(shè)計(jì)成熟噴丸強(qiáng)化方案,在測(cè)試中校正噴丸效果,使其滿足齒輪強(qiáng)化需要,最終為客戶提供合格的齒輪強(qiáng)化工藝、設(shè)備和代工服務(wù)。
噴丸強(qiáng)化原理:
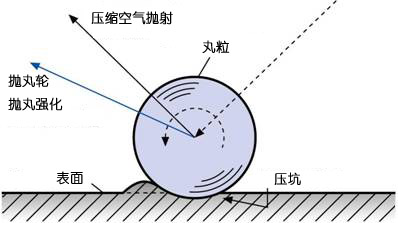
通過噴丸連續(xù)、均勻轟擊金屬表面,類似用微型小錘不斷均勻敲打金屬表面,壓出凹形坑,凹坑下的金屬層形成多重均勻的殘余壓應(yīng)力集中層,而壓應(yīng)力區(qū)裂痕難以產(chǎn)生和延展,金屬的疲勞斷裂和腐蝕斷裂基本都起源于金屬表面,那么通過噴丸強(qiáng)化可以有效防止此類失效的產(chǎn)生,延長產(chǎn)品壽命。
齒輪失效建模:
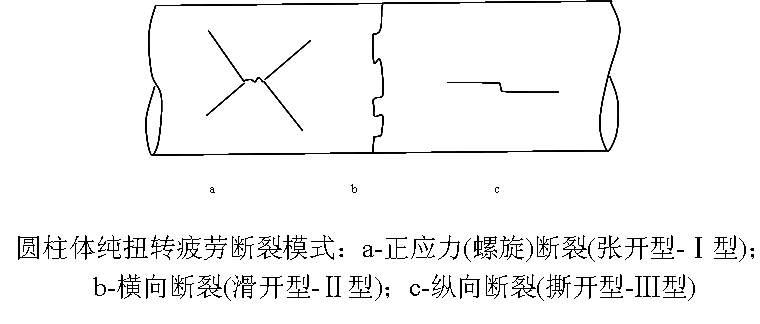
齒輪的圓柱體在相同的脈動(dòng)載荷下,發(fā)生金屬疲勞斷裂的難易度 a > b > c
齒輪的三大失效形式:
1.斷裂:
1.1由于脈動(dòng)交變載荷導(dǎo)致的斷裂失效:(a)金屬機(jī)械疲勞導(dǎo)致斷裂;(b)金屬腐蝕導(dǎo)致的斷裂;(c)由于微動(dòng)或者摩擦導(dǎo)致的疲勞斷裂。
1.2由于沖擊力導(dǎo)致的斷裂失效:(a)金屬由于沖擊導(dǎo)致的脆性斷裂,脆斷;(b)沖擊力導(dǎo)致的韌性斷裂。
1.3靜載斷裂:(a)齒輪金屬應(yīng)為應(yīng)力的腐蝕發(fā)生斷裂;(b)金屬氫脆導(dǎo)致的斷裂,也稱延遲斷裂。
2.變形:
(a)由于齒輪斷裂導(dǎo)致變形失效;(b)磨損導(dǎo)致的變形失效;(c)載荷導(dǎo)致的塑性形變。
3.橫截面變小:
齒輪橫截面的變小,其原理和變形類似“形變”。
齒輪噴丸強(qiáng)化原理:
現(xiàn)在我們知道噴丸強(qiáng)化可以有效的防止金屬的疲勞斷裂和腐蝕斷裂,而齒輪的失效模式中主要的就是疲勞斷裂和腐蝕斷裂,那么我們就可以使用噴丸強(qiáng)化齒輪,達(dá)到齒輪延長壽命的目的。
齒輪噴丸強(qiáng)化實(shí)驗(yàn)驗(yàn)證:
| 齒輪材料 | 抗拉強(qiáng)度σb(MPa) | 未噴丸齒輪的表面疲勞強(qiáng)度極限σws (MPa) | △σws /σws (%) | 噴丸齒輪內(nèi)部疲勞強(qiáng)度極限σwi(MPa) | σwi– σws /σws (%) |
| 70SC鋼絲 | 1860~1960 | 734 | - | 950 | 29 |
| 75SC鋼絲 | 2060~2160 | 763 | 3.9 | 1030 | 35 |
| 90SC鋼絲 | 2080~2180 | 889 | 21.0 | 1200 | 35 |
通過以上實(shí)驗(yàn)參數(shù),我們可以確定對(duì)齒輪噴丸,達(dá)到強(qiáng)化齒輪的設(shè)想是可以實(shí)現(xiàn)的。
噴丸設(shè)備的選擇:
齒輪噴丸強(qiáng)化主要使用的為齒輪強(qiáng)化機(jī)或多分度數(shù)控噴丸機(jī)。
噴丸介質(zhì)選擇:
目前可選用不銹鋼丸、鑄鋼丸等丸粒作為噴丸介質(zhì),用來強(qiáng)化齒輪。
齒輪強(qiáng)化工藝:
- 使用阿爾門試片測(cè)試噴丸強(qiáng)度和重復(fù)噴丸覆蓋率,選擇出合適的噴丸強(qiáng)度和噴丸時(shí)間和次數(shù);
- 實(shí)際噴丸處理,使用夾具等固定齒輪,進(jìn)入噴丸室進(jìn)行噴丸;
- 測(cè)試弧高和殘余應(yīng)力和覆蓋率。
我們提供噴丸設(shè)備、介質(zhì)以及噴丸代工服務(wù),歡迎垂詢。
噴拋丸設(shè)備、噴丸強(qiáng)化技術(shù)服務(wù),182 0189 8806 文章鏈接:http://www.wwwbaihe0.com/82/
 微信聯(lián)系咨詢
微信聯(lián)系咨詢 





擊這里給我發(fā)消息")