介紹金屬制品需要噴丸強化的原因、以及噴丸強化的原理,和工業生產中噴丸強化、拋丸強化的應用和工藝方案,設備使用等相關信息,生產提供去應力噴丸設備和代工服務,經驗豐富,工藝成熟。
噴丸、拋丸強化:
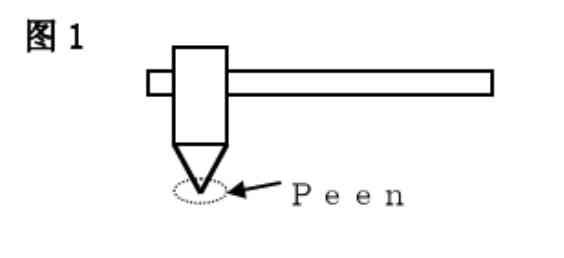
噴丸強化是通過高速運動的彈丸,沖擊金屬部件表面,當沖擊力大于金屬屈服應力時,金屬表面發生凹坑狀塑性形變,由于凹陷部位金屬具有塑性,有抗拒變形,恢復原狀的應力,而金屬表面變形后金屬表面層結構內發生組織擠壓,使壓應力增加,這樣實現噴丸強化。

工件殘余應力分析:
一般工件經由鑄造、鍛壓、擠壓、沖裁等一系類制造和機加工處理后,會在金屬工件的表面殘留有拉應力,而拉應力在金屬部件日后的使用中,會猶豫交變載荷的作用,不斷累積,當拉應力達到金屬結構能夠承受的極限,就會發生應力疲勞斷裂;
拉應力主要來自于部件加工后的殘留,和使用中發生的累積,而且多數拉應力疲勞導致的裂紋和裂紋延展,多發生于金屬表面,為了預防金屬的殘余拉應力疲勞斷裂,我們需要對金屬表面作強化處理,其中效果比較好,而且成本低,效率高的主要是噴丸和拋丸強化。
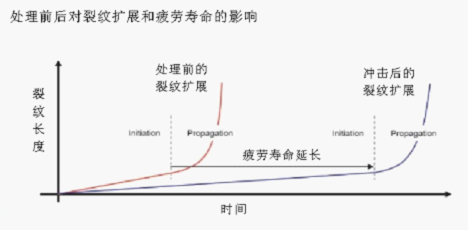
噴丸強化引入殘余壓應力:
為了消除金屬工件表面殘余拉應力,同時抵消金屬工件日后不斷累積的拉應力,我們可以通過噴丸強化、或者拋丸強化,在金屬表面引入殘余壓應力,在噴丸強化初始,彈丸沖擊金屬表面引入的殘余壓應力,會和金屬表面原有殘余拉應力中和,隨著噴丸錢花作業的繼續,壓應力的不斷引入,金屬殘余拉應力被中和消失,殘余壓應力不斷累積,最終,在金屬工件表面形成大量均勻覆蓋的殘余壓應力層。
工件金屬表面殘余拉應力去除:
噴丸強化后,金屬表面的殘余的拉應力層已經被去除,金屬表面累積有大量殘余壓應力,當工件安裝使用后,由于承載了交變載荷,金屬內部和表面不斷產生了新的拉應力,并累積,但是當產生的新的金屬工件殘余拉應力傳遞到金屬表面壓應力層時,會發生應力中和抵消,即消耗部分殘余壓應力,去除殘余拉應力,使得拉應力無法累積,這樣就有效預防了金屬部件因為拉應力疲勞斷裂;
當金屬部件表面噴丸強化引入的殘余壓應力存量消耗殆盡,那么金屬部件的在使用中產生的拉應力會繼續累積,如不采取有效措施,最終仍會導致金屬發生拉應力疲勞斷裂,所以噴丸和拋丸強化只能通過引入一定存量的壓應力來抵消和抑制拉應力,而無法消除應力來源;
由于無法消除拉應力來源,所以要想長久,不斷去除金屬表面的拉應力,保持足夠殘余壓應力,我們就需要對工件二次噴丸強化,或者拋丸強化,將噴丸強化和拋丸強化,保持金屬表面殘余應力的平衡作為長效機制。
噴丸強化和拋丸強化設備:
1.噴丸機,噴丸強化采用的是壓縮空氣作為動力來源,其彈丸噴射方向好調節,基本可以做到垂直于金屬部件表面,能很好的壓出凹坑,引入殘余壓應力,所以理論上噴丸機、數控噴丸機、噴丸機器人等一系類噴丸設備是比較理想的去處殘余拉應力的處理工具;
但是由于壓縮空氣作為動力,其能量轉化率低,壓縮空氣消耗量大,動力也難以達到很大(壓縮空氣難以讓大彈丸具有足夠大速度),所以,對于表面硬度大的金屬部件,噴丸機,難以達到強化效果,同時相對于大量連續處理的工件,噴丸的能量轉化率低,使其不具有經濟性,此時,噴丸強化的準確性優勢可能被抵消;
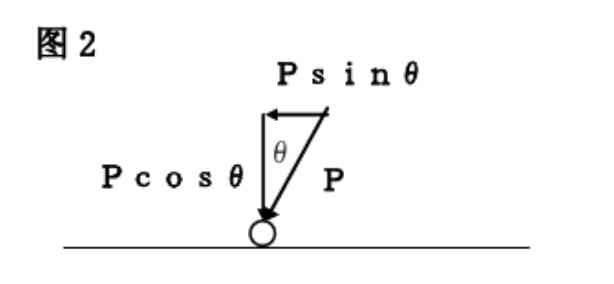
2.拋丸機,拋丸機由于采用拋丸器作為動力來源,拋丸角度相對固定,那么當彈丸拋射到金屬表面時,未必是垂直的,我們需要將沖擊力沿著垂直于工件表面和平行于工件表面作分解,由于沖擊力分散了,沖擊力轉化率也就低了,但是拋丸器和拋丸之間能量轉化高,在一定程度上可以彌補,所以大批量的金屬表面強化,和沖擊力要求高的金屬表面應力強化,適合選擇拋丸機。
噴丸和拋丸在去除殘余應力方面的應用:
金屬拉應力主要產生于承載循環交變應力的部件,所以曲軸、齒輪、汽車傳動軸等一系類產品,以及板簧、壓縮彈簧都會發生來應力殘余導致的疲勞斷裂,這些部件均需要進行噴丸強化,或者拋丸強化,對于一些噴丸強度極高,噴丸覆蓋要求極為精密的產品,如發電機轉子,航空發動機葉片,我們需要特殊的噴丸強化工藝,比如采取激光噴丸技術等。
殘余應力處理代工:
我們從事多年噴丸機、拋丸機等殘余應力處理設備生產,經驗豐富,產品成熟,價格低廉,同時我們承接殘余應力處理代工服務,軍工品質,值得信任。
噴拋丸設備、噴丸強化技術服務,182 0189 8806 文章鏈接:http://www.wwwbaihe0.com/753/
 微信聯系咨詢
微信聯系咨詢 