利用短脈沖強激光對 40Cr 調質鋼表面進行了激光噴丸強化處理。激光沖擊強化參數為激光波長 1. 054 μm,脈沖時間為 23 ns,光斑直徑為0.8 mm,功率為 20 ~ 24 J。選用水為約束層,墨漆為吸收激光能量的涂層。通過測試研究了噴丸強化后材料的 微觀組織、顯微硬度和摩擦磨損性能。結果表明,激光噴丸能夠細化表層的微觀組織;材料強化后表面顯微硬度值能提高 30% , 并沿深度方向逐漸減小;經過滑動磨損后,未強化處理的試樣的累計磨損失重是沖擊處理試樣 1. 4 倍,強化層磨損機理以磨粒磨 損和粘結磨損為主。
激光噴丸強化處理技術(laser shot peening,LSP)是利用短脈沖(ns 級)的強激光(GW/cm2 級)對金屬零件表面進行輻照,在零件表面誘導高幅沖擊波,使金屬表層材料發生冷塑性強化的一項新技術,它是利用激光沖擊波的力學效應對材料進行無屑加工的 。它與利用激光熱效應的激光淬火硬化、激光熔覆等技術在強化的原理上有著本質不同 。它不 僅具有高效、靈活、非熱、非接觸式等特點,且可以有 效提高金屬材料屈服強度、硬度、耐磨性,還可以 在零件表面誘導有益的殘余壓應力,延長工件 疲勞壽命等。該技術在國外已經開始替代傳統的噴丸強化技術 。
40Cr 鋼是一種力學性能優良的中碳合金鋼, 具有較高抗拉強度、屈服強度及疲勞強度,綜合力 學性能較好,被廣泛用作制造軟齒面齒輪、凸輪、 軸套、傳動軸等零件。當零件承受較大動載荷作 用時,其表面需要有較高的抗疲勞和抗磨損性能, 因此通常對零件表面進行強化處理。傳統的表面 強化方法如滲碳、滲氮、氮碳共滲等往往存在處理 溫度高、時間長、工件變形大等缺點。采用激光噴 丸強化技術改善 40Cr 鋼組織及其耐磨性至今鮮 見報道。
本文通過對 40Cr 調質鋼進行激光噴丸強化處 理及其滑動磨損試驗,研究了處理后材料表層組 織結構的變化,硬度梯度分布以及摩擦磨損特征, 為激光噴丸強化處理技術實用化和推廣提供依據 和參考。
1 試驗材料及方法
1. 1 試驗材料
試樣材料為 40Cr 調質鋼,它的化學成分及其力 學性能如表 1 和表 2 所示,試樣尺寸為 50 mm × 50 mm × 10 mm,試樣數量為 3 塊,用于不同次數的強 化處理。

1. 2試驗方法
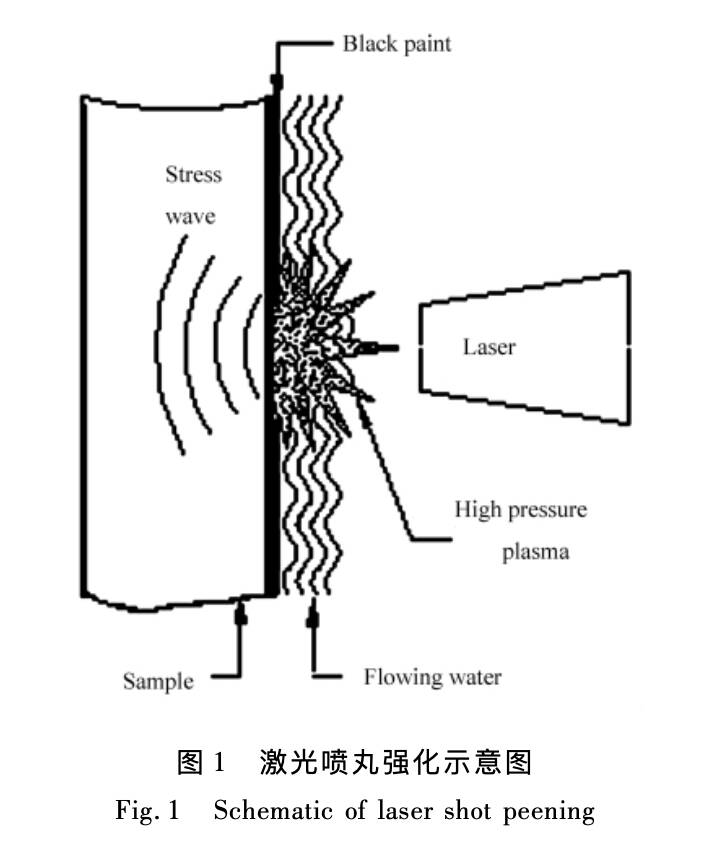
激光噴丸強化的方法如圖 1 所示。在粗糙度較低的試樣表面依次有能量吸收層和約束層。能量吸 收層覆蓋在試樣表面,這樣就避免了強激光直接輻照 在金屬材料表面。當試樣受強激光輻照時,吸收層材 料吸收激光的能量材料氣化,對金屬材料起著遮蔽和 保護作用,避免其表面被強激光氣化而造成了熱損 傷,本試驗采用厚度為 0. 1 mm 黑漆涂層。約束層是 附著在吸收層表面的透明物質層,其限制了吸收層吸 收激光能量氣化產生的高壓等離子體的快速擴散,從 而提高了沖擊波的峰值壓力和延長了沖擊波作用時 間。約束層剛性的不同,對激光沖擊波壓力峰值的影 響不同,常用的約束層有光學玻璃、水簾等,為了 滿足本試驗連續多點多次沖擊的需要,選用流動的水 簾作為約束層,其厚度在 0. 2 mm。隨后就可以進行 激光噴丸試驗,激光沖擊強化試驗的光束參數為:激 光波長 1054 nm,脈寬 23 ns,輸出功率 20 ~ 24 J,光斑 尺寸為 直徑8 mm,相鄰光斑中心間距為 7 mm。在不同 的試樣上分別進行 1 次、3 次和 5 次激光強化處理。
1. 3 強化層性能測試
去除試樣表面殘留的黑漆,并擦凈表面,用線切 割沿光斑的中心切開,將切開的面研磨平整,用 3% 硝酸酒精溶液腐蝕試樣,用 PHILIPS2XL30 型掃描電 鏡(SEM)進行組織形貌觀察,采用 HV-1000 型顯微 硬度計測量強化層顯微硬度。摩擦磨損試驗在 MM- 200 型環-塊摩擦磨損試驗機上進行,從激光噴丸處理 的 40Cr 長方體試樣上切取 30 mm × 6.5 mm × 6. 5 mm的小試樣作為磨損的上試樣,強化層待磨損表 面 尺 寸 為 3 0 m m × 6 . 5 m m ,表 面 磨 光 ( 表 面 粗 糙 度 Ra≤0.05 μm),下試樣(偶件)采用環形 H13 鋼試 樣,環外圓表面激光熔覆厚度為 2 mm 的 WCP/Ni 基 合金復合涂層,硬度為 63 HRC,表面粗糙度 Ra ≤ 0. 05 μm,環形試樣總體尺寸為外徑 40 mm,內徑 16 mm,厚度為 10 mm。每個磨損試樣先在低速下 預磨 5 min,然后轉為高速對磨,試驗機轉速 2 0 0 r / m i n ,磨 損 時 間 3 0 m i n ,載 荷 9 8 N ,用 1 ∶ 1 0 0 的 乳化液作為冷卻潤滑液,上試樣(試樣強化層)的磨 損質量損失用感量為 0. 1 mg 的分析天平稱量。
2 試驗結果及討論
2. 1 掃描電子顯微分析
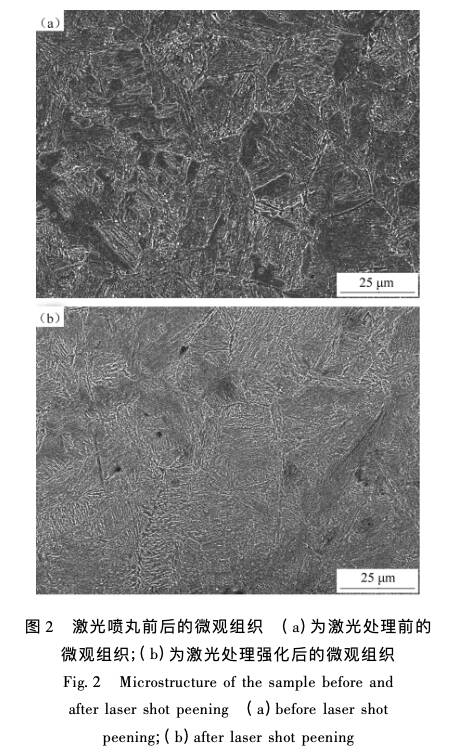
對截取的試樣進行拋光腐蝕后觀察其微觀組織, 圖 2(a)為激光處理前的微觀組織,圖 2(b)為激光處理 3 次后的微觀組織。由圖可以看出,沖擊前表層的微 觀組織的晶粒粗大,而沖擊后晶粒得到細化,位錯密度 得到較高。晶粒細化源于金屬內部材料在高幅應力波 作用下晶粒的破碎和晶格重構,是激光沖擊波誘導的 沖擊波的力學效應,屬于冷加工范疇,而非激光熱效應 導致溫度變化引起的。晶粒的細化不僅可以提高材料 的硬度和強度,而且可以阻礙金屬材料的滑移和疲勞 裂紋的擴展,從而提高金屬的抗疲勞強度。
2. 2 顯微硬度
圖 3 為試樣在不同沖擊次數下沿厚度方向分布 的硬度曲線,可以看出強化層的顯微硬度較基體都有 了較大提高,隨著處理次數的增加,處理層的硬度有所增加,最高值可達 360 HV,與基體硬度相比,提高 了 30% 左右。且在同一沖擊次數下,其硬度值與表 面距離近似成線性關系減小。
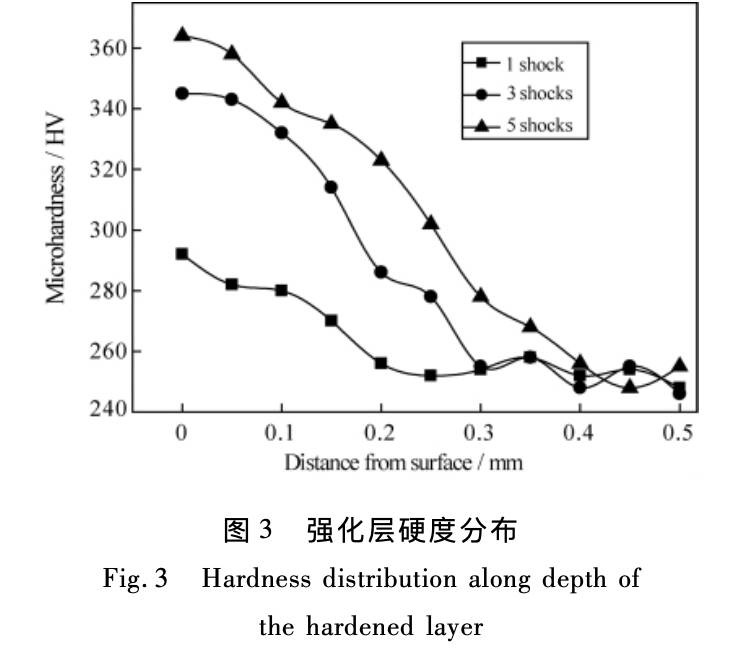
硬度值的提高是激光誘導的應力波對材料冷作 硬化的結果,由于應力波在材料內部傳播過程中其壓力峰值按照指數曲線衰減。在表面,應力波峰值壓力 高,材料塑性變形就越充分,則硬度就越高;隨傳播距 離增加,壓力波壓力減小,材料變形不充分,材料硬度 就低,當應力波的壓力峰值低于材料的動態屈服極限 時,不能對材料起到強化作用。
2.3 磨損量
沖擊的試樣進行摩擦磨損試驗,磨損累計的質量損失隨時間的變化關系如圖 4 所示。未強化處理試 樣在單位時間內磨損損失的質量基本上保持恒定,即 曲線的斜率近似不變,沖擊處理后的試樣在單位時間 內磨損損失的質量先大后小,曲線的斜率由小變大, 最后保持不變。在摩擦磨損進行到 30 min 時間,未 處理試樣的磨損失重達 26. 9 mg,而經過 5 次強化處 理后的試樣磨損失重為 19. 1 mg,未處理試樣的磨損 量是處理過試樣的 1. 4 倍,經過沖擊處理的試樣的磨 損失重明顯低于未處理的試樣。表明材料經過噴丸 處理后,其耐磨性得到明顯提高,強化次數越多,材料 耐磨性就越好。

材料的硬度越大,越耐磨,磨損失重就越小。 材 料 受 激 光 沖 擊 強 化 后 ,硬 度 提 高 ,使 磨 損 量 減 小。在磨擦磨損過程中,試樣的磨損由外及內,隨 時間增加,磨損深度增加。由于應力波在傳播過 程中其壓力峰值逐漸衰減,對材料強化的程度逐 漸減弱,使得強化層材料的強度和硬度沿深度方向增量越來越小。摩擦磨損的時間長短對應著不 同的層的深度,亦即對應材料不同的強度和硬度。 開始時,表面外層的硬度高,磨損損失質量小,隨 后次表層的硬度有所降低,磨損損失的質量就加 大,當強化層被磨損穿后,其單位時間的磨損損失 質量與未強化處理試樣單位時間的磨損損失質量 相等。
2. 4 磨損面的形貌
圖 5 ( a ) 、5 ( b ) 、5 ( c ) 是 進 行 5 次 激 光 強 化 處 理后的試樣經過 5、10、30 min 滑動磨損后的表面磨痕 形貌。由圖可以看出表面磨痕均為明顯的犁溝和粘 結著的碎片,即材料磨損方式以磨粒磨損和粘結磨損 為主,隨著磨損時間的逐漸推進,粘結磨損越來越嚴 重,表面磨痕形貌越來越明顯。
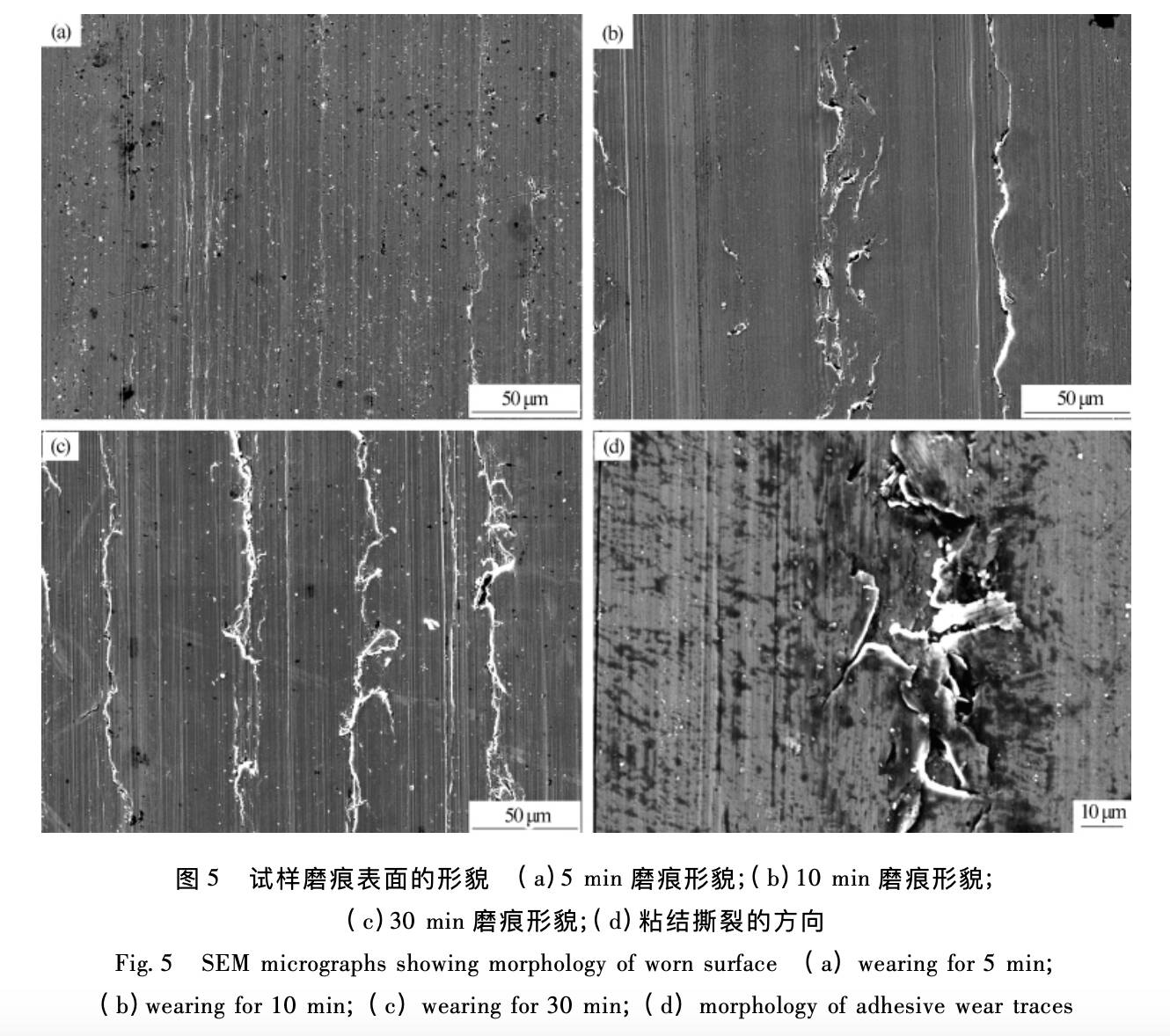
當激光處理的試樣在外加力的作用下與對磨環 相互接觸擠壓對磨時,接觸面間存在彈性變形抗力和 塑性變形抗力以及相互摩擦力。由于對磨環的硬度 較高,對磨環上凸起的微峰很容易嵌入較軟試樣中, 產生滑擦、耕犁作用,在滑擦作用下,試樣表面只產生 彈性變形,在耕犁作用下,工件材料被擠向兩邊產生 隆起,在表面上刻劃出一條溝痕,此時產生塑性變形 但仍然不產生切屑,經過后續的多次擠壓因疲勞斷 裂、脫落而形成試樣失重,即磨損。在磨損過程中,脫 落的硬質點也會產生耕犁。在滑動磨損達 5 min 時, 由于外表層受激光沖擊強化作用明顯,試樣表面的硬 度較高,材料的強度較大,抵抗塑性變形和破壞的能 力強,材料的磨痕表現不明顯;在磨損經過 10 min時,試樣外表層已被磨去,次表層的硬度和強度有所降低,抵抗破壞的能力降低,磨痕就越來越明顯。在 磨損經過 30 min 時,由圖 4 可知,強化層已被磨穿, 此時表面磨痕形貌就是未強化基體的磨痕形貌。
同時在對磨的過程中,彈性變形功、塑性變形功 以及摩擦力所作的功轉化為熱,在壓力和溫度的作用 下,接觸面吸附膜被擠破,形成了新鮮的接觸表面,當 接觸面達到了原子間的距離時,因金屬分子間的親和 力而發生粘結,隨著相對的運動進行,粘結處在剪切 力作用下發生撕裂破壞。接觸面滑動在粘結處產生 連接磨損的程度與壓力、溫度和材料間的親合程度有 關。隨著摩擦時間的延長,摩擦輪陷入材料的表面越 來越深,摩擦層深度加深,材料的強度和硬度降低;同 時潤滑冷卻越來越不充分,使溫度越來越高,使材料 軟化越來越明顯,使強度也越來越低,材料越來越容易粘結。 粘結磨損就是由于剪切破壞造成的,受 剪切力、粘結力以及材料不均勻性等因素的影響, 材料發生撕裂破壞的方向非常復雜,如圖 5(d) 所示。
3 結論
1) 激光噴丸強化處理 40Cr 鋼是激光誘導沖擊波力學效應作用的結果,可有效地改善 40Cr 鋼表層 組織和提高其硬度;
2) 激光沖擊強化處理能顯著改善材料表面的耐 磨性,強化層單位時間磨損失重按照先大后小順序 變化;
3) 在滑動摩擦條件下,40Cr 強化層的磨損機制 以磨粒磨損和粘著磨損為主。
專業噴丸設備,激光噴丸機制造廠家,噴丸強化工藝技術服務中心,歡迎有需要的客戶聯系咨詢。
噴拋丸設備、噴丸強化技術服務,182 0189 8806 文章鏈接:http://www.wwwbaihe0.com/1884/
 微信聯系咨詢
微信聯系咨詢 