采用增壓噴丸方式對 45 鋼進行表面處理,在材料表面制得納米結構表層,利用 SEM、TEM、 XRD 等 方法對納米結構表層進行了觀察與分析,采用盤-銷式摩擦磨損試驗機研究了納米化前后表面的磨損性能。 結果 表明:增壓噴丸使 45 剛表面發生嚴重的塑性變形,變形厚度約 30 μm,表層納米晶尺寸約 65 nm,硬度比基體提 高 2 倍;在低載油潤滑條件下 45 鋼表面納米化后表現出優異的耐磨性能。
表面納米化的金屬塊體材料,通過表面組織和 性能的優化提高了材料的整體性能和服役行為。 在納米晶體的制備方面, 自從 20 世紀 80 年代 Gleiter 等人首次采用金屬蒸發-原位冷壓成型法 制備出納米晶體樣品以來,相繼發展了機械研磨 法、非晶晶化法、各種沉積法、劇烈塑性變形法(如 超聲噴丸、超音速噴丸)等多種方法,必須指出 的是,上述方法中部分不適用于整體材料的納米 化加工, 部分難于滿足實際生產的要求。 為了加 速表面納米化技術的實用化進程,本文在普通氣 動噴丸設備上增加增壓系統, 采用增壓噴丸方式 在塊體材料 45 鋼表面獲得納米晶層,有望應用于 生產實際。 塊體材料表面納米化后, 能否提高其摩擦磨損性能是我們關注的一個重要方面 (對于 汽車輪胎模具來講, 表面納米化之后耐磨性能是 尤為重要的一個方面),因此,研究納米表面的摩 擦磨損性能也是實際生產的需要。
1 實驗材料及方法
實驗材料為退火態 45 鋼, 尺寸為 100mm× 100mm×15mm。 采用增壓噴丸對 45 鋼表面進行 納米化處理,噴丸前用丙酮和酒精清洗。所用設備為 1010FK 型增壓噴丸實驗機,彈丸為 準1mm 的不銹 鋼丸,噴丸壓力為 0.6 MPa,噴丸時間為 25min。
采用 MVK-H3 型顯微硬度計測量噴丸前后 的硬度,加載砝碼 50g,加載時間 15s。 用 SEM 對 橫截面進行形貌分析, 觀察變形層厚度。 在 XD-2X 型射線衍射儀上對噴丸前后的樣品進行 結構參量的表征, 根據 Scherrer-Wilson 方程[5-6], 近似計算出平均晶粒尺寸, 再利用 H800 型透射 電鏡(TEM)進一步證實。
摩擦磨損實驗所用設備為 MPx-2000 型盤- 銷式摩擦磨損試驗機, 主軸轉速 345 r/min, 載荷 10N,10# 機油潤滑,在室溫條件下進行。 摩擦副為 退火態 45 鋼。 進行磨損實驗前用酒精清洗試樣, 利用失重法比較原始樣品與噴丸后樣品的磨損 量, 并結合掃描電鏡進行形貌觀察并分析其摩擦 磨損機制。 磨損質量損失用精度為 0.1mg 的 ANDHR-200 型電子天平稱測量。
2 實驗結果與分析
2.1 表層結構
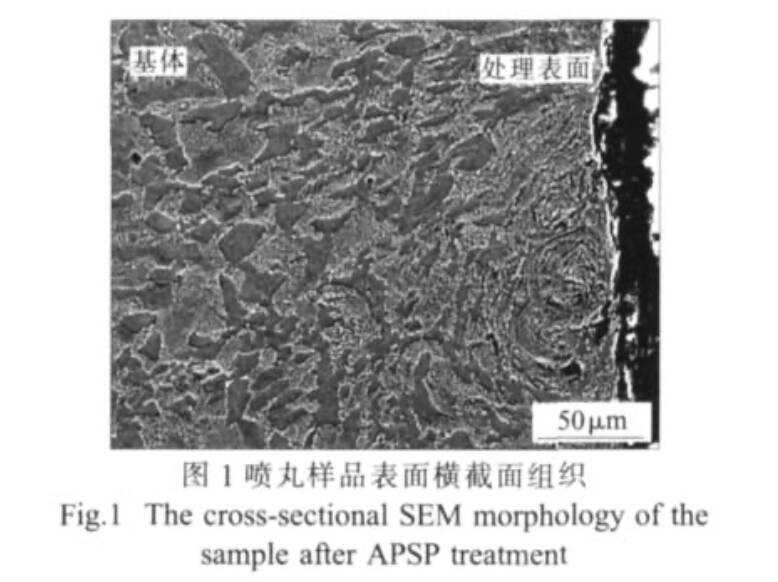
圖 1 為噴丸處理后, 在 SEM 下觀察到的橫截面組織。 可見,45 鋼表層發生嚴重的塑性變形, 形成了流變組織并沿厚度方向由表及里逐漸減弱到無變形區。其微觀機理是:表層流變組織的形成 與 45 鋼的較高層錯能有關,高層錯能金屬以位錯 運動為主。在多方載荷的重復作用下,隨著應變的 不斷增加,位錯通過滑移、積累、交互作用、湮滅和 重排等形成位錯墻和位錯纏結;隨著應變的增加, 為了降低系統能量, 位錯墻和位錯纏結發展成亞 晶界;應變量繼續增加,則更多的位錯在亞晶界處 產生和湮滅,使得晶界兩側取向差不斷增大,晶粒 取向也趨于隨機分布;隨著應變的進一步增加,碎 化亞晶或晶粒內部也會產生位錯墻和位錯纏結, 進一步碎化, 當位錯產生和湮滅的速率達到平衡 時,應變的增加將不再導致晶粒尺寸的繼續下降, 晶粒尺寸也相應達到了穩定值。 所以只有應變 增加到一定程度,才能獲得納米晶組織。 最表面的 嚴重變形層組織結構發生了明顯的細化, 組織形態 也與基體明顯不同,見圖 1。 通過 SEM 已經不能分 辨出原鐵素體和珠光體組織及其晶粒的邊界。

表面硬度隨距表面距離的變化見圖 2。 可以 看出,與基體硬度相比,表面硬度提高了 2 倍。 硬 度的變化規律:由納米晶層到亞微晶層,硬度逐漸 減小,并逐漸趨于穩定,這與橫截面塑性變形規律 基本吻合。 硬度的提高是由于在外加載荷的往復 作用下, 材料表層發生強烈的塑性變形所引起的 晶粒細化及在材料內部引入微觀應變的緣故。
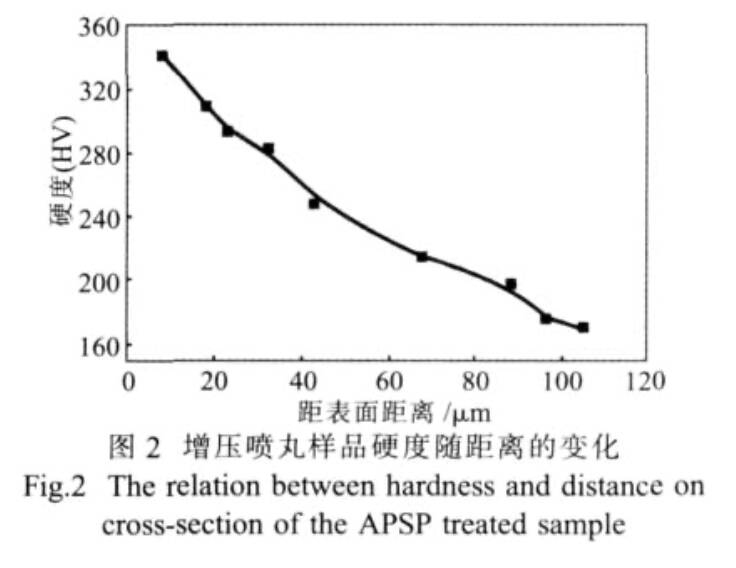
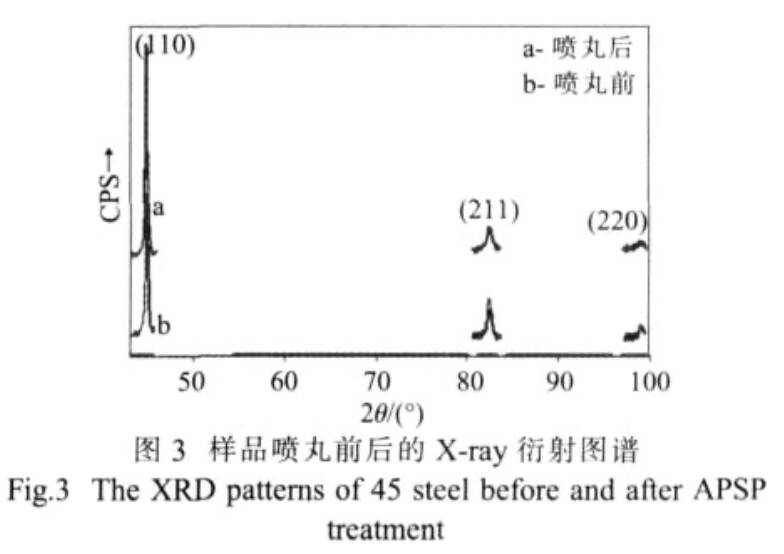
圖 3 為 45 鋼噴丸前后幾個晶面的 X 衍射圖 譜(步進掃描)。 可以看出,噴丸處理后樣品表面的 X 射線衍射線形發生了明顯寬化。 一般認為 Bragg 衍射峰寬化是晶粒細化、 微觀應變增加和 儀器寬化三方面作用的結果。 扣除衍射背底并經 儀器寬化修正后, 利用物理寬化峰的積分寬度 (β),根據 Scherrer-Wilson 方程可近似計算出樣品 表層的平均晶粒尺寸約為 65nm。 利用 XRD 測量 的晶粒尺寸反映的是 X 射線穿透深度內的平均 晶粒尺寸(穿透深度為 5~10μm),且其準確度隨 衍射線寬化程度的降低而降低。 因此表面層的晶 粒尺寸及其隨深度的變化還需要用 TEM 進行進 一步的分析和證實。
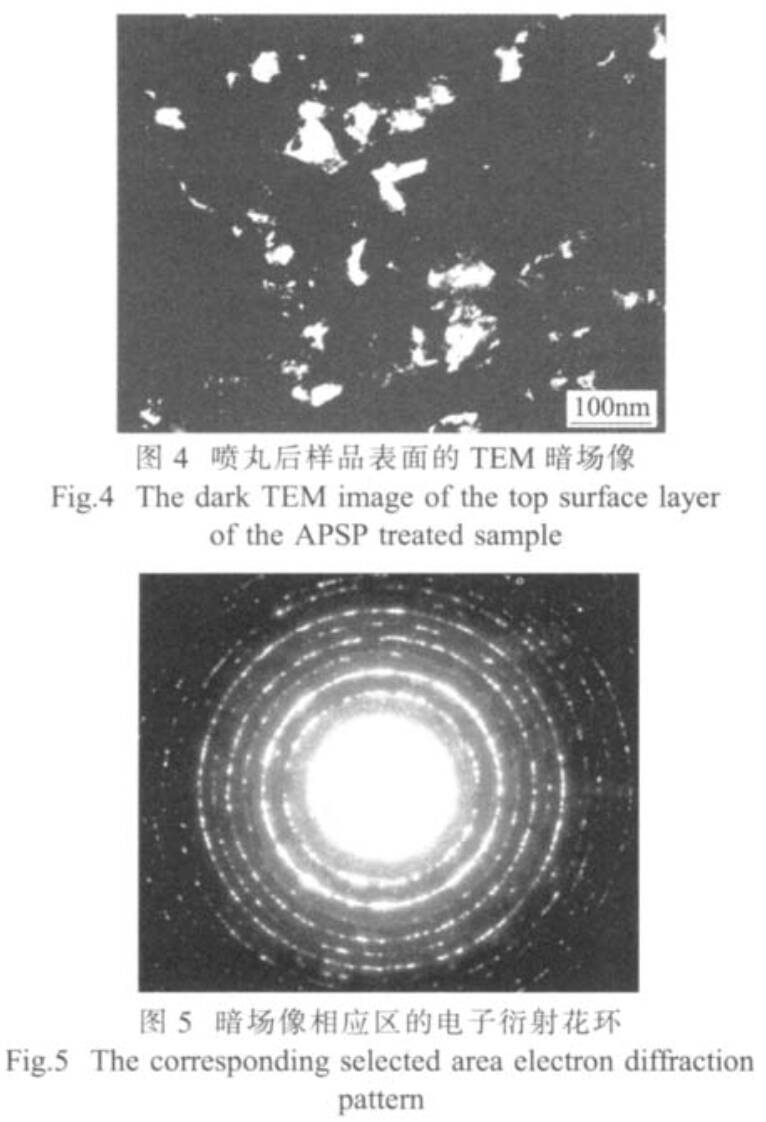
從 TEM 暗場像(圖 4)可以看出,表層組織轉 變為等軸狀納米晶, 而且其相應選區的電子衍射花環(圖 5)表明,納米晶的取向呈隨機分布,進一步證實了 XRD 的結果。
2.2 耐磨性
圖 6 為 45 鋼表面噴丸前后的表面磨損質量損失隨時間的變化。可看出,磨損質量損失均隨磨損時間的延長而增大,但在開始階段(1h 之前)原始樣品的磨損速率明顯大于噴丸納米化的樣品。
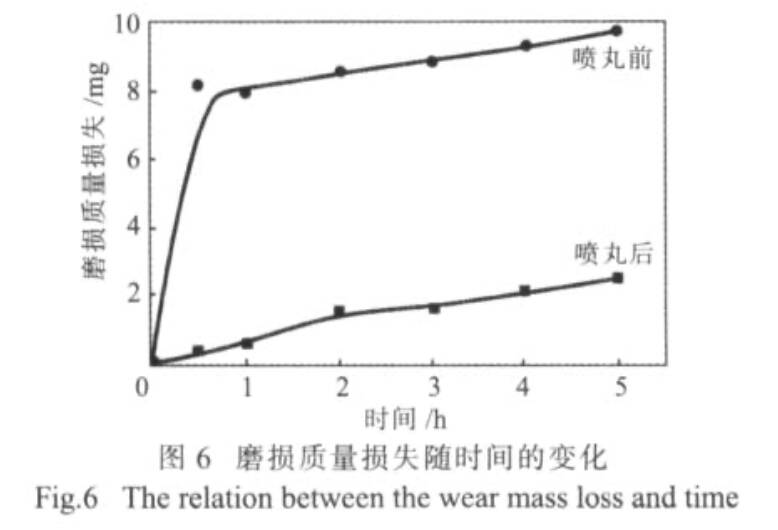
原始樣品的磨損速率在 1h 后基本穩定, 而納米化后的樣品在 2h 之后逐漸趨向穩定。 原始樣品在開始時磨損速率高可能受表面粗糙度的影響,隨時間的延長磨損系數趨于穩定, 磨損速率也就趨于穩定。 從圖中還可看出,隨磨損時間的延長,表面納米化后樣品的磨損質量損失明顯低于原始 樣品,說明在低載荷和潤滑條件下,表面納米化提 高了樣品的耐磨性能。
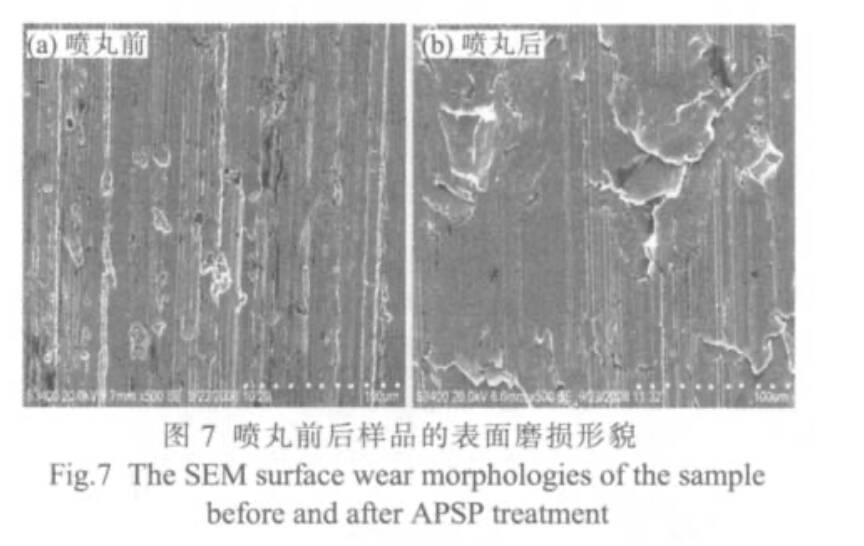
圖 7 是原始樣品和納米化樣品在潤滑條件下 摩擦 5h 后的表面形貌。 可看出,原始樣品表面的 磨損痕跡比較明顯,有磨損脫落的痕跡,出現較大 的犁溝和凹坑;納米化的樣品表面雖有磨損痕跡, 但犁溝明顯少而窄,凹坑少而小。因為納米表面具 有較高的硬度和表面活性,在潤滑條件下,好的表 面活性能夠更好地吸附潤滑油形成油膜。 在低載 荷下,油膜可以很好地保持,因此納米化之后磨損 表面質量明顯優于原始樣品。
3結論
(1) 采用增壓噴丸方式可使 45 鋼表面獲得約 30μm厚的納米晶層,表面硬度比基體提高 2 倍。
(2)?納米化之后由于表面硬度高,在載荷10N、?10#?機油潤滑的條件下,表現出良好的耐磨性能。
噴丸設備制造,噴丸工藝技術服務,噴丸納米化、噴丸改性技術服務商,為您提供優質可靠的噴丸改性服務。
噴拋丸設備、噴丸強化技術服務,182 0189 8806 文章鏈接:http://www.wwwbaihe0.com/1814/
 微信聯系咨詢
微信聯系咨詢 