江蘇液體噴丸設(shè)備和液體噴丸齒輪強化技術(shù)方案服務(wù)商,就液體噴丸強化工藝用于對齒輪件的強化處理,可防止工件疲勞破壞和提高工件抗疲勞壽命。文中重點介紹了齒輪噴丸強化的目的、方法及強化工藝的制定步驟。


1引言
液體噴丸作為一種提高金屬抗疲勞性能,提高應(yīng)力腐蝕抗力的有效工藝而被廣泛采用,同時噴丸件還可在其它方面獲得改善。
2液體噴丸強化的作用及目的
2.1定義
所謂噴丸就是利用細(xì)小球狀丸粒轟擊材料表面以形成一個具有較高殘余壓應(yīng)力的薄層。這種薄層對于工件的實際應(yīng)用大有益處。
飽和點即是在1倍于飽和點的噴丸時間下,弧高值的增量不超過飽和點處弧高值的10%。
弧高值曲線是指在其余的噴丸強化工藝參數(shù)不變的條件下,同一類型的試片分別各自接受不同時間的噴丸,由這組數(shù)據(jù)在弧高值一時間坐標(biāo)上繪出的曲線。
2.2 噴丸強化的作用
噴丸強化在工件表面形成壓應(yīng)力的目的就是防止工件疲勞破壞,因為這種失效更容易發(fā)生在工件的拉應(yīng)力區(qū)。把容易產(chǎn)生疲勞裂紋部位的拉應(yīng)力變成壓應(yīng)力,可以有效地限制裂紋的擴(kuò)展。殘余拉應(yīng)力可以降低工件的疲勞壽命,而壓應(yīng)力卻可以提高工件的抗疲勞壽命。某些冷加工使工件在使用前就形成了有害的拉應(yīng)力,因而這種工件易發(fā)生早期失效,從而縮短工件的使用壽命。
2.3 齒輪噴丸強化的目的
(1)提高齒輪的彎曲疲勞強度;
(2)提高齒面的疲勞特性;
(3)消除連續(xù)的加工刀痕,改善表面潤滑條件。
從理論上講,滲碳率火的齒輪在經(jīng)過齒根噴丸強化后,齒輪的承載能力可使齒根處的彎曲疲勞強度提高20%-30%,而針對齒面接觸疲勞失效(也就是齒輪節(jié)圓處表面點蝕失效)噴丸后可使?jié)B碳率火圓柱齒輪的壽命提高60%。噴丸處理并不只用于形成有利的殘余壓應(yīng)力,而且還用來改善表面光潔度。經(jīng)噴丸后的工件表面布滿了均勻疊錯的凹痕,消除了各種冷加工工藝形成的刀痕,而刀痕則是拉應(yīng)力集中產(chǎn)生的部位。經(jīng)過實驗,在噴丸強度一定時,粗大丸粒形成的表面光潔度要高于細(xì)小丸粒形成的表面光潔度。噴丸后工件表面所產(chǎn)生的均勻凹痕可改善齒輪的表面潤滑。
3工藝及應(yīng)用
3.1保證噴丸質(zhì)量的條件
為了得到良好的噴丸效果,必須要做到以下幾點:規(guī)定噴丸強度;控制丸粒質(zhì)量,丸粒直徑中1.2-1.4mm;保證完整的覆蓋率。
3.2 齒輪噴丸強化工藝的制定及應(yīng)用
由于齒輪的制作成本比較高,在采取的加工工藝過程中,不可以盲目實驗,要采用加工試片方式、采集數(shù)據(jù)的方法,合理降低制造成本,提高產(chǎn)品質(zhì)量。
強化工藝的制定(以一級大齒輪為例):
(1)齒輪試片的安裝:將齒輪試片安裝在專用夾具上。
(2)噴嘴的選擇:選擇3個噴嘴,安裝時要擰緊螺釘,并與專用夾具支撐軸垂直。
(3)調(diào)整:安裝好噴嘴后,調(diào)整夾具,使齒輪試片夾具中心在回轉(zhuǎn)中心上,固定齒輪試片。
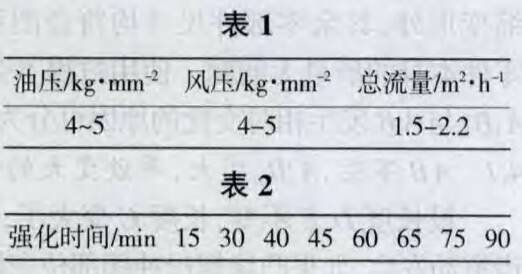
(4)設(shè)定強化壓力、流量見表1
(5)設(shè)定強化時間見表2
(6)繪制弧高度值曲線確定噴丸強度。
在坐標(biāo)曲線上找出飽和點,按噴丸強度定義。對一組試片在一倍于飽和點噴丸時間下進(jìn)行噴丸處理。如果弧高度值的增量超過飽和點處弧高度值的10%,就可以確定飽和點處的高度值為工藝參數(shù)的噴丸強度。
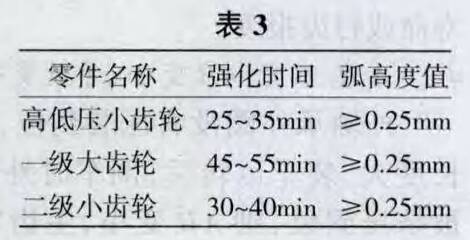
對反復(fù)實驗所得的數(shù)據(jù)進(jìn)行分析后,確定一級大齒輪的飽和點為45min,表3
弧高度值為0.313mm。零件名稱 強化時間弧高度值以一級大齒輪噴丸 高低壓小齒輪25-35min 20.25mm工藝為例,以此類推,得出一級大齒輪、二級小齒輪、高低壓 二級小齒輪、小齒輪的弧高值如表3所示。
以上零件風(fēng)壓、油壓、總流量均宜控制在下述數(shù)值范圍:風(fēng)壓3.8-5kgmm;油壓3.8-5kg/mm;總流量1.5-2.2mh;總弧高度值0.25-0.35mm。
4結(jié)語
經(jīng)過數(shù)年的經(jīng)驗積累,證明液體噴丸強化技術(shù)可靠,穩(wěn)定性好,能同時滿足產(chǎn)品的設(shè)計要求,而且噪音小、無污染,產(chǎn)品合格率可達(dá)到99%。
專業(yè)齒輪噴丸設(shè)備,齒輪噴丸方案,齒輪噴丸代工服務(wù)商,竭誠為您服務(wù)!
噴拋丸設(shè)備、噴丸強化技術(shù)服務(wù),182 0189 8806 文章鏈接:http://www.wwwbaihe0.com/1790/
 微信聯(lián)系咨詢
微信聯(lián)系咨詢 消息")