高能噴丸技術對工業純鈦進行了表面納米化處理,分析了表層組織和表層硬度,并通過與普 通噴丸的對比實驗,研究了兩種噴丸方法對工業純鈦疲勞性能的影響。結果得出,高能噴丸使表層組織 明顯細化,得到了無明顯特征的強烈塑性變形組織,表層硬度明顯提高。但高能噴丸并沒有使疲勞強度 大幅度提高,甚至低于傳統噴丸。斷口分析中發現,在高能噴丸疲勞斷口裂紋源處,能看到由于噴丸不 當造成的表面深坑和微裂紋等表面機械損傷,這可能是高能噴丸表面納米化比傳統噴丸沒有表現出更高疲勞強度的原因。
工程上材料的失效大多始于材料表面,因此 研究表面強化技術對提高機械零件的使用壽命具 有重要的意義。表面納米化是近年來由盧柯和呂堅提出的,即利用各種物理或化學方法在材料 的表面制備具有納米晶粒尺寸的表層,從而借助 于納米材料超細晶粒組織的特點,使材料得到表 面改性。目前利用高能噴丸(機械表面研磨)已 在多種金屬材料表面得到了納米化表層。
盡管目前已經對表面納米化機理和性能進行 了較廣泛和深入的研究,但對疲勞性能的了解 還很不夠。本研究在利用高能噴丸技術實現工業純鈦表面納米化的基礎上,探討了高能噴丸表 面納米化對工業純鈦疲勞性能的影響,分析了高 能噴丸和普通噴丸對工業純鈦的組織、硬度、疲 勞性能和斷口的變化。
1.試驗材料及方法
試驗材料為4mm厚的工業純鈦(TA2)板。先?將鈦板在真空爐中進行均勻化退火(真空度為 1??10-3Pa,退火溫度為800度,保溫時間為60?min),然后用線切割方式按圖l加工疲勞試樣。?用改進的QPL30型履帶式拋丸機對疲勞試樣進?行滾動高能噴丸表面納米化處理和普通噴丸處 理。噴丸工藝為:1mm直徑的Cr-Mo鋼球,彈丸速度55m/S,普通噴丸和納米化噴丸等時間分別為6和360min。

在MTS3?1?8型電液伺服萬能實驗機上做三點 彎曲疲勞試驗,應力為R=0.1,應力循環次數為?2x?10的6次方疲勞實驗,頻率20HZ。用JSM.6360LV 掃描電鏡進行微觀組織觀察及疲勞斷口分析。表 層的顯微硬度用FM.7000型半自動數字顯微硬度計測量,載荷為259,保荷時間為15s,不同深度 測5點取平均值。
2.實驗結果及分析
2.1微觀組織
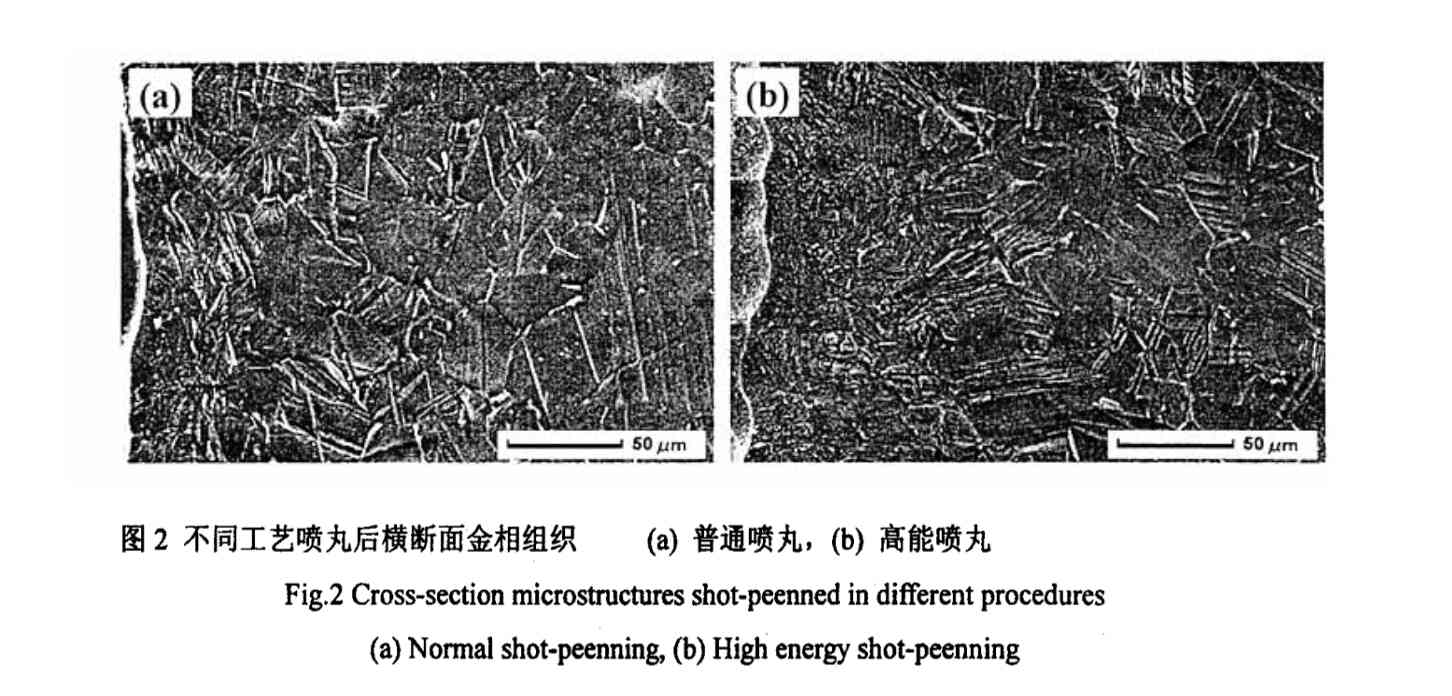
圖2為不同工藝噴丸后的金相組織。由圖2可以看出,噴完后表面出現了大量的孿晶。由于 在噴丸前樣品在8000C進行了退火,消除了原始 組織中的孿晶,因此可以認為所發現的孿晶,都 是在噴丸過程中形成的。經普通噴丸后,表層出 現交叉孿晶,隨深度的增加,交叉孿晶減少,孿 晶密度也在降低。納米化噴丸后,變形層深度增 加,變形程度也明顯提高。在塑性變形最強烈的 區域,掃描電鏡下已不能分辨是否存在孿晶。
2.2表層硬度
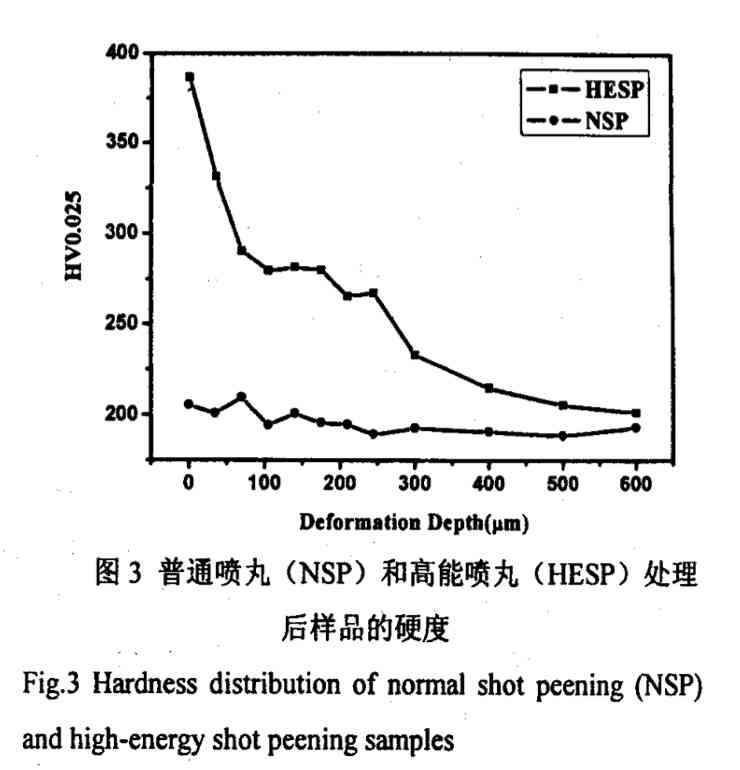
對不同工藝噴丸試樣表層的顯微硬度進行了測定,結果如圖3所示。由圖3可見,普通噴丸 后,表層形成了部分相互交割的孿晶,使表面硬度有所提高。經高能噴丸(HESP)處理后表面的顯微硬度與心部基體相比顯著提高,對比圖2中 的金相組織可以看出,對應于組織中的強烈變形 區,顯微硬度提高最顯著。在我們已進行的工作 中已經證實,這一范圍得到了納米級晶粒。另?外,由圖3可以看出,普通噴丸距表面不到?100pm,硬度已經接近基體硬度,而高能噴丸試 樣直到約500pm硬度才接近基體,即高能噴丸處 理后試樣的塑性變形層也比普通噴丸要深得多。
2.3疲勞強度
在本研究的試驗中,高能噴丸和普通噴丸條 件下,試樣的疲勞強度分別為460?MPa和485MPa。與原始退火態的工業純鈦的疲勞強度410MPa相比,無論是高能噴丸還是普通噴丸,都使疲勞強度有了一定的提高。但是,高能噴丸使疲勞強度提高了12%,略低于普通噴丸的18%。
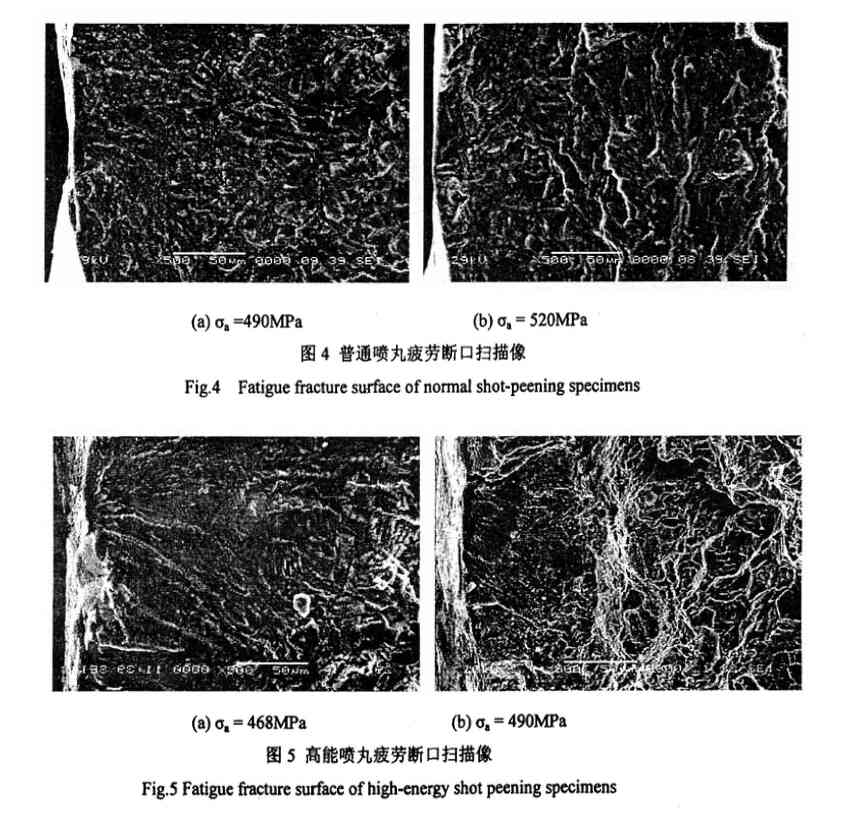
用掃描電鏡對疲勞試樣斷口進行了細致觀 察。在普通噴丸斷口上沒有發現裂紋源處存在缺 陷。圖4分別為不同應力下疲勞裂紋源處的SEM 像。但在高能噴丸斷口裂紋源處,發現有噴丸造 成的機械損傷,表面深坑(圖5(a))和微裂紋(圖 5(b)),而且在低應力水上,這樣的缺陷也能成為裂紋源,使疲勞強度降低。
如2.1節所述,高能噴丸使得試樣表面發生強烈的加工硬化、并在表層形成了納米晶粒的組 織,并在表層一定的殘余壓應力。大量的研究表 明,表面強度的提高和晶粒的細化都將增加疲勞 裂紋產生的阻力,從而有利于提高材料的疲勞極 限。而一定的表層殘余壓應力將抑制疲勞裂紋的 擴展,甚至使其成為非擴展裂紋從而使疲勞極限 進一步提高。最近對工業純鈦表面納米化的研究表明,當晶粒最細的納米化表層,晶粒中缺陷較 少。因此很可能會避免形變孿生造成的微觀損 傷,提高疲勞強度。因此與普通噴丸相比,高能噴丸能夠形成提高疲勞強度的更為有利的因素。
但在另一方面,高能噴丸普遍對試樣表面造 成了損傷,而這些損傷無疑是嚴重降低疲勞極限 的主要因素,從而難以發揮出高能噴丸所形成的 提高疲勞極限的有利因素,同時也使得試樣表層 未能夠反映出納米組織效應,鈦又是一個對表面 狀態敏感的金屬。
因此可以認為,表面損傷是高能噴丸未能進一步提高疲勞強度的主要原因。 所以,有必要進行進一步的高能噴丸工藝研究, 在得到最佳納米化效果的同時降低或者消除表面 的損傷,這樣將有可能更大幅度的提高疲勞強度。
3.結論
高能噴丸可以使工業純鈦表層晶粒納米化表層硬度明顯提高,同時也能在表層形成一定的殘余壓應力場,因此疲勞強度得到提高。
但如果高能噴丸在材料表面造成了機械損傷,使得疲勞裂紋在這些損傷處形成,將使疲勞強度的提高不顯著(12%),甚至略低于傳統噴丸(18%)。優化高能噴丸納米化工藝,將有助于發揮表面納米結構組高的表面殘余壓應力的作用。
噴丸設備制造,噴丸強化代工,噴丸工藝驗證服務,歡迎了解咨詢。
噴拋丸設備、噴丸強化技術服務,182 0189 8806 文章鏈接:http://www.wwwbaihe0.com/1787/
 微信聯系咨詢
微信聯系咨詢 