采用 100%和 300%覆蓋率噴丸方法對 TC4 鈦合金表面進行強化,分析了表面覆蓋率和熱暴露溫度對合金表面殘余應力場和 半高寬的影響。 結果表明:噴丸后,較高的覆蓋率可以提高殘余壓應力的數值、深度及半高寬數值;經過 200 °C ×1 h 熱暴露后,覆 蓋率為 100%和 300%噴丸的鈦合金表面殘余應力場和半高寬分布基本一致,說明覆蓋率偏高對于殘余應力場的熱穩定性有不利 影響;經過 500 °C ×1 h 熱暴露后,覆蓋率為 100%和 300%噴丸的鈦合金表面殘余應力場均松弛殆盡,說明熱暴露溫度對殘余應力 具有重要影響,而表面層半高寬仍高于基體,說明噴丸產生的塑性形變強化效果仍可能存在。
疲勞問題是在交變載荷作用下的航空發動機部件 的主要失效模式?,在零件失效案例中占有較大的比 例。?目前,國內外離心葉輪、壓氣機葉片和壓氣機盤等 許多鈦合金發動機轉子部件都采用噴丸強化技術來提 高疲勞性能。?噴丸作為一種表面形變強化工藝?,?可以在鈦合金表面引入殘余壓應力場強化和組織強化 效果以提高表面層金屬抵抗外加拉應力載荷的能 力?。?組織強化效果采用微觀評價較為困難,可以采 用?X?射線衍射的半高寬法進行宏觀表征。?目前國內 外?X?射線衍射?、鉆孔法?等殘余應力表征方法標 準成熟,應用較為廣泛,因此,在噴丸工藝研究時多采用殘余壓應力表征的方法來對噴丸工藝方法進行 表征。
鈦合金噴丸殘余應力的相關研究較多。?胡正云 等?對鈦合金激光噴丸和機械噴丸進行了殘余壓應 力場的有限元模擬,認為最大殘余壓應力數值可以達 到屈服強度的?1.1 ~1.2?倍;李啟鵬等?研究了?TC17?鈦合金經過激光噴丸后殘余應力場的熱松弛情況,并 進行了預測;王欣等?研究了不同覆蓋率下鈦合金?Ti60?噴丸后的殘余應力場,認為在?200%覆蓋率下鈦 合金殘余應力場穩定性較好。?由于鈦合金轉子部件在 中溫下服役,研究中溫條件下鈦合金噴丸殘余應力松 弛對于噴丸方法的實際應用具有重要的指導意義。?按 照國外標準分析,表面覆蓋率對于噴丸強化的殘余應 力場有較大的影響,因此,本文針對航空發動機應用廣 泛的鈦合金?TC4,開展中溫保溫對于不同表面覆蓋率 噴丸的殘余壓應力場的影響研究,分析熱作用松弛規律,為噴丸技術的工程化應用提供支持。
1?試驗材料及方法
本研究所用試樣由?TC4?鍛件下料加工得到,力學性能如表1所示。?試樣尺寸為15?mm×15?mm× 15?mm,6?面經過精細拋磨,邊緣倒角?1?mm。?噴丸過程 符合?HB/Z?26—2011枟航空零件噴丸強化工藝枠,采用 陶瓷彈丸?AZB150,噴丸強度?0.05 ~0.10?mmA,覆蓋率 選擇為?100%和?300%兩種。
采用馬弗爐對經過噴丸的試樣進行熱處理,制度 為200°C×1h空冷和500°C×1h空冷。?完成熱處理 后,采用?X-3000?型?X?射線衍射殘余應力測試儀對試 樣殘余壓應力場進行表征,采用Ti Kα靶,管電流6?mA,?管電壓30?kV,測試過程符合?GB/T?7704—2008枟無損 檢測?X?射線應力測定方法。
2?試驗結果?
2.1?噴丸后的殘余應力場和半高寬
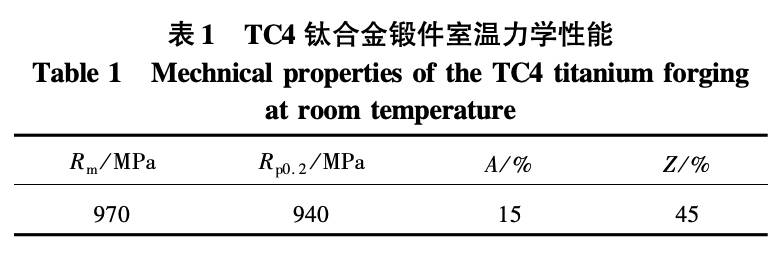
噴丸后試樣的殘余應力場和半高寬分布如圖 1 所 示,可知殘余壓應力呈典型的倒鉤型分布,按表面殘余 應力數值、最大殘余應力數值、殘余壓應力場深度和最 大殘余壓應力對應深度 4 個特征值表征殘余應力場。 由圖 1(a)可得,經過 100%覆蓋率噴丸的鈦合金殘余 應力場的 4 個特征值分別為 -390 MPa、 -525 MPa、 120 μm、27 μm;而經過 300%覆蓋率噴丸的鈦合金殘 余應力場的 4 個特征值分別為 -415 MPa、 -525 MPa、 165 μm、52 μm。 由此可知,經過更大覆蓋率噴丸后, 鈦合金的表面殘余應力、殘余應力場深度和最大殘余 應力對應深度均有一定提高,這應與大覆蓋率噴丸對 應的較長噴丸時間和較多次數的彈丸撞擊有關系。
噴丸后由?X?射線衍射得到的半高寬是表面層塑 性形變的表征,由圖?1(b)可得,兩種工藝參數噴丸 后半高寬分布沿表面向內呈逐漸減小的趨勢,約在?75 μm?處回到基體半高寬。?經?300%覆蓋率噴丸的半 高寬較100%覆蓋率噴丸大。?這說明噴丸造成的塑性 形變從表面向內逐漸減小,約在?75 μm?處塑性形變回 到基體水平,但殘余壓應力存在說明噴丸產生的彈性 形變仍然存在;大覆蓋率造成的累計塑性形變(?加工硬化)?大于小覆蓋率。
2.2?熱暴露對噴丸殘余應力場和半高寬的影響
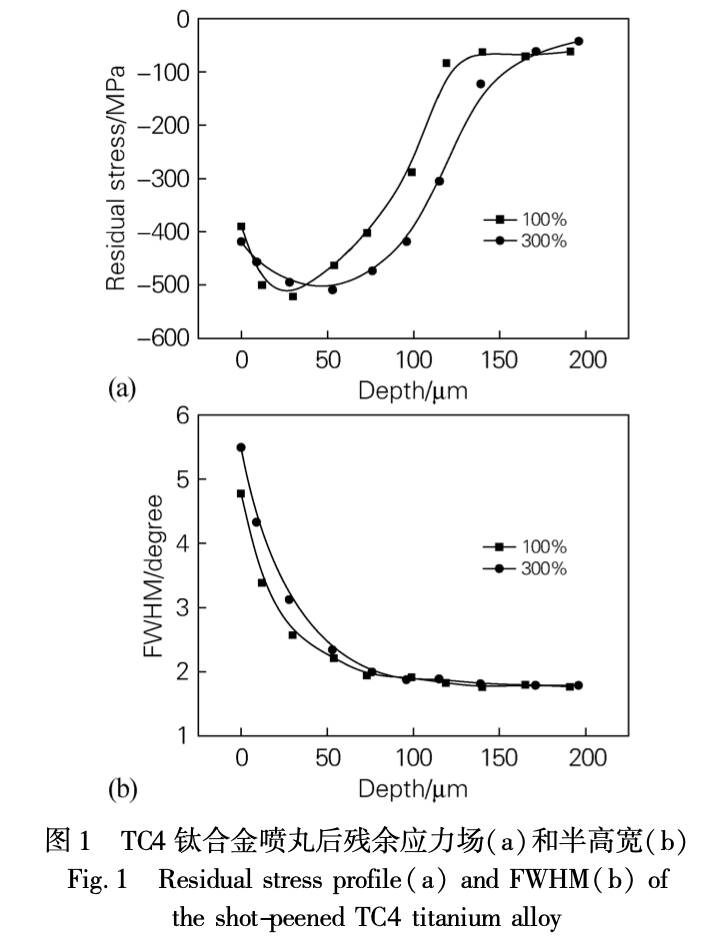
經?200 °C ×1?h?中溫熱暴露后,噴丸殘余應力場和 半高寬分布如圖?2?所示。?由圖?2?可得,經過?100%覆 蓋率噴丸的鈦合金熱暴露后殘余應力場的?4?個特征值 分別為?-460?MPa、 -550?MPa、150 μm、24 μm;而經過?300%覆蓋率噴丸的鈦合金熱暴露后殘余應力場的?4?個特征值分別為?-350?MPa、 -550?MPa、150 μm、 27 μm。?經對比可知,熱暴露后兩種工藝的殘余應力 場分布狀態變得非常接近,與未經熱暴露的工藝相此,?經過更大覆蓋率噴丸后,鈦合金的殘余應力場的熱穩 定性較差。?這個結果與一些國外文獻中的結果類似,?這應與大覆蓋率噴丸產生的大加工硬化表面在高溫下 的穩定性有關。?由圖?2?還可得,300%覆蓋率的表面的 半高寬數值較?100%大,當深度達到?75μm?以后,兩種 工藝參數噴丸熱暴露后半高寬分布也基本一致,與未 熱暴露的半高寬分布對比也說明?300%覆蓋率噴丸后 的塑性形變層穩定性相對較差。?由上述分析可知,表 面覆蓋率是影響殘余應力場熱穩定性的因素之一,研 究結果與國外部分文獻結果?較為吻合。
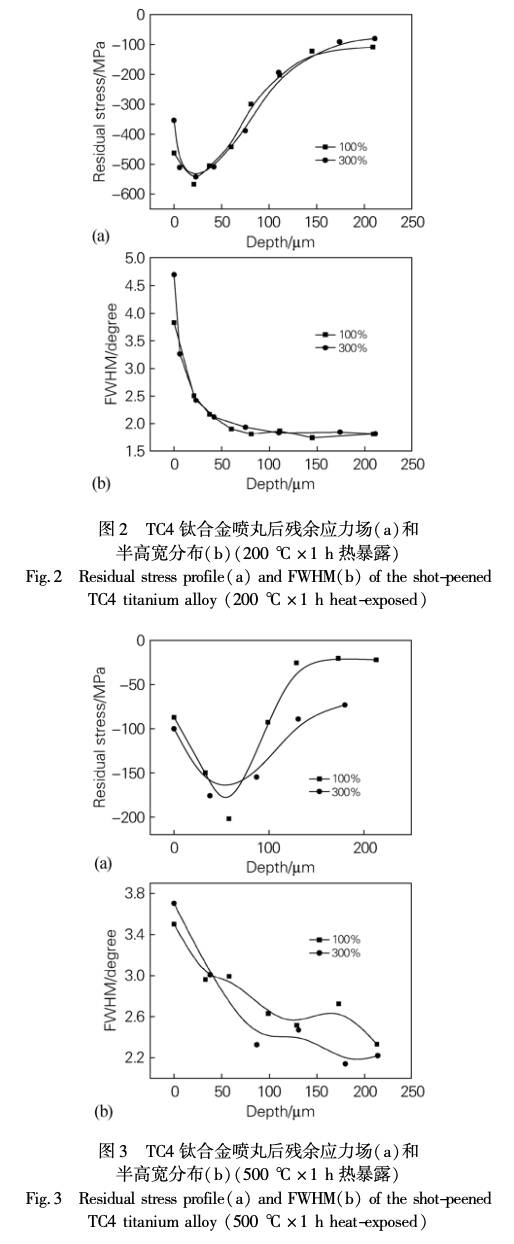
經過?500 °C ×1?h?中溫熱暴露后,噴丸殘余應力場 和半高寬分布如圖?3?所示。?圖?3?可得,經過?100%覆 蓋率噴丸的鈦合金熱暴露后殘余應力場的?4?個特征值 分別為?-70?MPa、 -160?MPa、130 μm、60 μm;而經過300%覆蓋率噴丸的鈦合金熱暴露后殘余應力場的?4?個特征值分別為?-100?MPa、 -130?MPa、160 μm、 60 μm。?從殘余應力有效性角度判斷,經過?500 °C ×1?h?熱暴露后,原先噴丸殘余壓應力場已經基本松弛,?工藝間對比可知,無論是大覆蓋率還是小覆蓋率,在足 夠高溫度的熱暴露作用下其殘余壓應力場松弛程度基 本一致。?由此可見,熱暴露(或服役溫度)是殘余應力 場穩定性的最重要影響因素,大于表面覆蓋率。?此外,?圖?3?還可得,半高寬分布說明經過熱暴露后半高寬曲 線數值雖有所減小,但仍然存在梯度,噴丸后半高寬梯 度代表噴丸后表面的塑性形變梯度,而塑性形變梯度 代表噴丸后表面的位錯密度仍然大于基體,說明噴丸 產生的塑性形變強化效果仍可能存在。
3?結論
1)?噴丸后,較高的覆蓋率可以提高鈦合金?TC4?表面殘余壓應力的數值、深度及半高寬數值。
2)?經過?200 °C ×1?h?熱暴露后,覆蓋率為?100%?和?300%噴丸的鈦合金表面殘余應力場和半高寬分布 基本一致,說明覆蓋率偏高對于殘余應力場的熱穩定性有不利影響。
3)?經過?500 °C ×1?h?熱暴露后,覆蓋率為?100%和?300%噴丸的鈦合金表面殘余應力場均松弛殆盡,?說明熱暴露溫度對殘余應力具有重要影響,但表面層 半高寬仍高于基體,說明噴丸產生的塑性形變強化效 果仍可能存在。
江蘇噴丸機、噴丸設備制造廠家,提供噴丸強化工藝驗證、噴丸代工服務,歡迎有需要的客戶聯系咨詢。
噴拋丸設備、噴丸強化技術服務,182 0189 8806 文章鏈接:http://www.wwwbaihe0.com/1784/
 微信聯系咨詢
微信聯系咨詢 





