目前,鋼板涂裝前的表面處理主要采用酸洗和干式拋丸,酸洗污染環(huán)境,酸洗板有過酸洗、欠酸洗 等缺陷;干式拋丸粉塵大、除鱗效果差、效率低。介紹了一種濕式拋丸除鱗新工藝,能有效解決上述問題。處 理后的鋼板表面粗糙度對(duì)涂裝質(zhì)量有較大影響,作者研究了濕式拋丸工藝中鋼砂粒度、鋼板強(qiáng)度、處理時(shí)間、 拋射速度等工藝參數(shù)對(duì)粗糙度的影響規(guī)律,并研究了除鱗后的鋼板采用平整處理對(duì)粗糙度的影響規(guī)律,結(jié)果 可用于指導(dǎo)濕式拋丸處理。
1 引言
涂裝是工程機(jī)械產(chǎn)品制造工藝中的一個(gè)重要工序,其主要目的是實(shí)現(xiàn)設(shè)備的防腐、裝飾和標(biāo)識(shí) 性能。涂裝前必須對(duì)鋼板表面進(jìn)行預(yù)處理,以除 去鋼板表面的鐵銹、雜質(zhì)等獲得干凈的表面,同時(shí) 毛化表面,提高涂層與基體的結(jié)合力。
常用的鋼板表面預(yù)處理方法有化學(xué)除銹法和機(jī) 械 除 銹 法。 化 學(xué) 除 銹 法 通 常 指 “酸 洗 法 ”,酸洗法處理的鋼板表面粗糙度低,但存在污染環(huán)境、易腐蝕設(shè)備、損害操作人員身體健康等缺點(diǎn)。
機(jī)械除銹法多采用干式拋丸法,拋丸法處理的鋼板 表面粗糙度大;除鱗率低;除鱗效率低;產(chǎn)生的大量 粉塵難以從磨料中徹底分離,易粘附在工件上,影響 表面質(zhì)量;會(huì)升高金屬板帶的溫度,引起變形等[6]。
2 濕式拋丸工藝
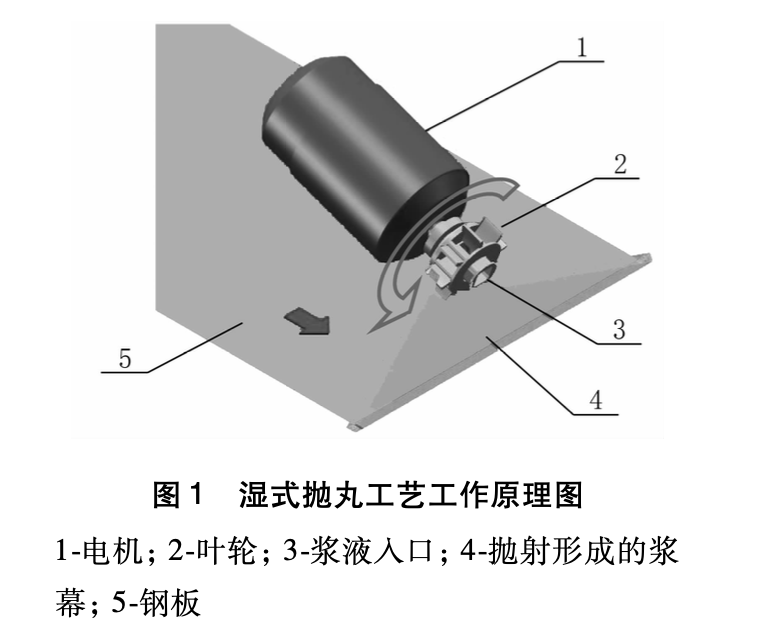
世界各國(guó)都在提倡清潔生產(chǎn),倡導(dǎo)生產(chǎn)過程 綠色化,傳統(tǒng)的酸洗工藝已經(jīng)被列為落后工藝,國(guó)外在20世紀(jì)60年代普遍淘汰酸洗工藝,而拋丸工藝滿足不了高質(zhì)量表面和產(chǎn)能要求。為了能夠克服上述工藝缺陷,開發(fā)了一種濕式拋丸新工藝,其原理是將水與磨料均勻混合的漿液輸送 至 拋 丸 器 ,經(jīng) 拋 丸 器 加 速 ,高 速 拋 射 至 鋼 板 表 面 , 以機(jī)械打擊方式清除鋼板表面的氧化層,其無(wú)塵、 無(wú)污染,是一種環(huán)保、高效的鋼板表面除鱗技術(shù),工作原理如圖 1。

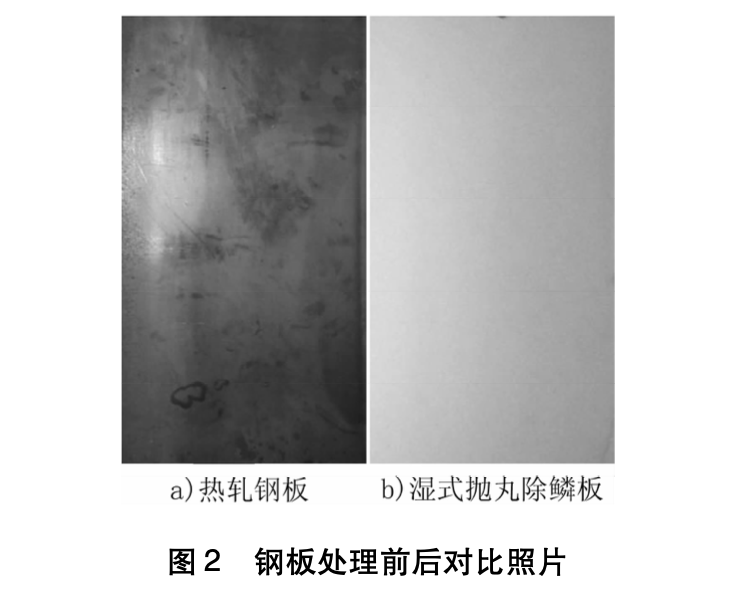
采用濕式拋丸法除鱗,可獲得均勻干凈的鋼 板表面。圖 2 為濕式拋丸工藝除鱗前后鋼板表面 對(duì)比圖,熱軋板經(jīng)過濕式拋丸后,表面氧化層清理 效果明顯,光澤均勻;EDS 能譜分析結(jié)果顯示(見 圖 3),熱軋鋼板經(jīng)濕式拋丸除鱗后,氧元素消失, 表明氧化層已被徹底清除。
采用濕式拋丸法除鱗,可獲得均勻干凈的鋼 板表面。圖?2?為濕式拋丸工藝除鱗前后鋼板表面 對(duì)比圖,熱軋板經(jīng)過濕式拋丸后,表面氧化層清理 效果明顯,光澤均勻;EDS?能譜分析結(jié)果顯示(見 圖?3),熱軋鋼板經(jīng)濕式拋丸除鱗后,氧元素消失, 表明氧化層已被徹底清除。
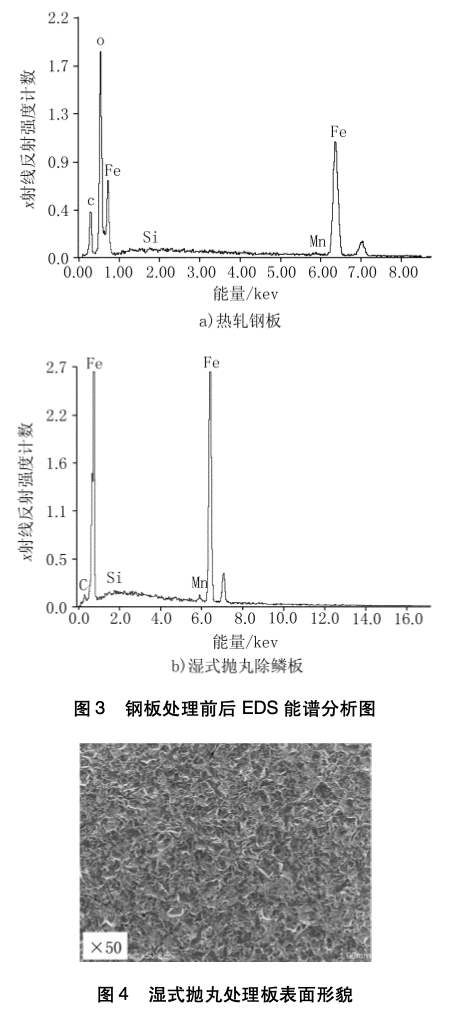
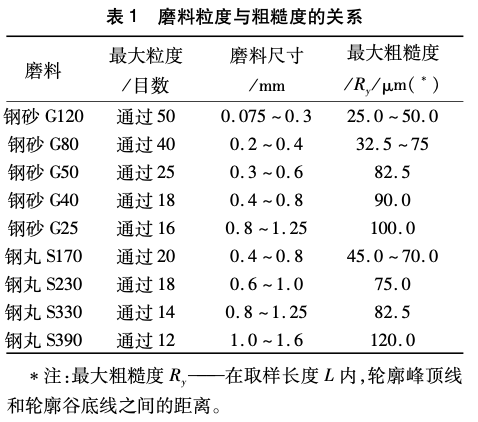
圖 4 為處理鋼板表面放大 50 倍形貌照片,經(jīng) 磨 料 打 擊 后 ,鋼 板 表 面 產(chǎn) 生 微 小 的 凹 坑 、犁 溝 ,粗 糙度相比酸洗板有所提高。
鋼板表面粗糙度太小不利于涂膜附著力的提高 ,但 粗 糙 度 過 大 ,會(huì) 使 涂 膜 分 布 不 均 勻 ,導(dǎo) 致 波峰 處 膜 厚 不 足 ,易 引 起 “點(diǎn) 銹 ”,而 在 波 谷 凹 坑 處會(huì)截留氣泡成為涂膜起泡的根源,這些均會(huì)影響涂 層 質(zhì) 量 ,涂 層 的 耐 腐 蝕 性 能 降 低。 因 此 ,如 何控制鋼板表面粗糙度是濕式拋丸除鱗工藝應(yīng)該重點(diǎn)考慮的一個(gè)問題,實(shí)驗(yàn)中,通過改變多種工藝參 數(shù),以及采用后處理設(shè)備對(duì)鋼板進(jìn)行處理,研究粗 糙度變化規(guī)律。
3 粗糙度控制
3.1 磨料顆粒度及原材料對(duì)粗糙度的影響
濕式拋丸除鱗過程實(shí)際上是磨料顆粒不斷打擊被清理表面的過程,磨料的動(dòng)能為:
E = 1/2(mv*v)
式中 m—顆粒質(zhì)量; v—顆粒速度。
由公式(1 )可見:磨料顆粒大小及密度決定了打擊效率和粗糙度的大小。磨料顆粒大、密度 大,動(dòng)能就大,表面粗糙度也大,但顆粒數(shù) /質(zhì)量比 小,在單位時(shí)間內(nèi)對(duì)鋼板表面沖擊次數(shù)較少;相 反,磨料顆粒小、密度小,動(dòng)能就小,造成的粗糙度 也小,而顆粒數(shù) /質(zhì)量比大,在單位時(shí)間內(nèi)對(duì)鋼板 表面沖擊次數(shù)多,覆蓋率高,見表 1 。
濕式拋丸工藝采用鋼砂與水的均勻混合漿體 作為介質(zhì)。不規(guī)則形狀的鋼砂與鋼丸相比,清理 效 率 高 ,工 件 亮 度 大 ,清 理 更 徹 底 ,但 表 面 粗 糙 度 略高;與非金屬磨料相比,它的優(yōu)勢(shì)更加明顯: 1金屬磨料使用壽命長(zhǎng),清理成本低(1t 鋼砂的工作量相當(dāng)于 200t 石英砂的工作量),經(jīng)濟(jì)效益 明 顯 ;2 可 進(jìn) 行 砂 塵 、砂 水 分 離 ,有 利 于 環(huán) 保 和 工 人身體健康;3金屬磨料的硬度、粒度和顆粒狀形 狀都有很大的選擇范圍,實(shí)際使用時(shí)可以采用鋼 丸 、鋼 砂 、鋼 絲 切 丸 混 合 搭 配 的 辦 法 ,使 表 面 處 理 質(zhì) 量 (包 括 清 潔 度 與 粗 糙 度 )可 得 到 保 證。
鋼板處理后表面粗糙度?Ra?值一般不能大于 底漆的厚度,應(yīng)控制在涂層總厚度的?25% ~30%?范圍內(nèi)。通常電泳漆膜厚度在?15μm ~30μm之間,則粗糙度Ra?應(yīng)控制在3.75μm~9.0μm,結(jié) 合表2并依據(jù)GB/T1031中Ra與Ry關(guān)系,應(yīng)選 擇?G40 ~G120?規(guī)格范圍的鋼砂。

生產(chǎn)過程中,在滿足表面粗糙度要求的前提 下 ,盡 可 能 選 用 較 大 的 鋼 砂 ,以 提 高 清 理 效 率 ,最 好使用級(jí)配鋼砂,即由不同名義尺寸的鋼砂混合 組成,可同時(shí)兼顧沖擊力和覆蓋率。實(shí)驗(yàn)采用兩 種級(jí)配鋼砂方案:一是由 50%G80 +50%G120 組 成;二是由 50%G50 +50%G80 組成。
實(shí)驗(yàn)中拋丸器設(shè)定轉(zhuǎn)速 1600r/min,在此條件 下采用兩種級(jí)配鋼砂,對(duì)不同強(qiáng)度的鋼板進(jìn)行處 理,以除鱗率達(dá)到 Sa3.0 為標(biāo)準(zhǔn),測(cè)量最終的鋼板 表面粗糙度,實(shí)驗(yàn)用鋼種及強(qiáng)度如表 2。兩種級(jí) 配鋼砂方案對(duì)不同強(qiáng)度鋼板除鱗的最終粗糙度曲 線如圖5。
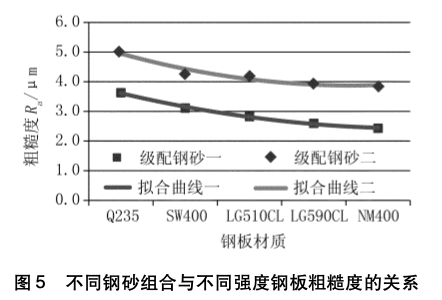
從 統(tǒng) 計(jì) 數(shù) 據(jù) 看 ,相 同 的 鋼 種 ,鋼 砂 顆 粒 度 小 , 粗糙度也小;采用同一級(jí)配鋼砂處理,高強(qiáng)度的鋼 板,抵抗沖擊載荷的能力強(qiáng),鋼砂沖擊所形成的凹 坑小,粗糙度低,而低強(qiáng)度的鋼板粗糙度大。
3 .2 處理時(shí)間對(duì)粗糙度的影響
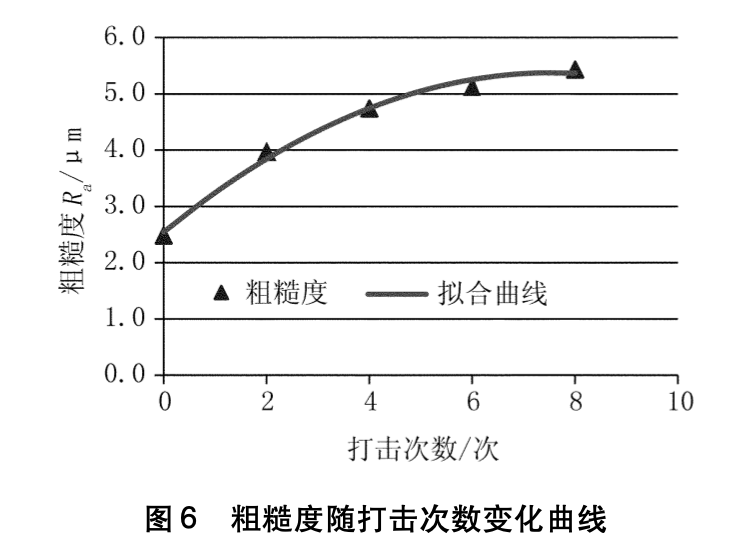
實(shí)驗(yàn)中發(fā)現(xiàn),隨著打擊次數(shù)的增加,鋼板表面粗糙度也不斷變化,最后趨于穩(wěn)定。采用 50% G50 +50%G80 級(jí)配鋼砂對(duì) Q235 材質(zhì)鋼板進(jìn)行 除鱗,以除鱗徹底達(dá)到 Sa3.0 為標(biāo)準(zhǔn),最終表面粗 糙度約為 Ra5.5μm,粗糙度隨打擊次數(shù)變化曲線 如圖6。
3 .3 拋射速度對(duì)粗糙度的影響
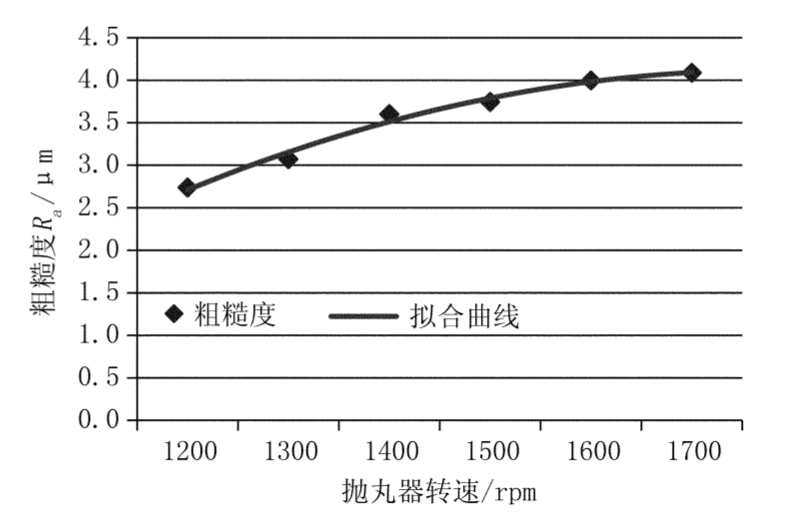
由公式(1?)可見,除磨料顆粒大小是影響粗糙度的因素之一外,拋射速度對(duì)粗糙度的影響更 大。在相同的條件下,拋射速度以拋丸器轉(zhuǎn)速代 替,采用 50%G50 +50%G80 級(jí)配鋼砂對(duì) Q235 材 質(zhì)鋼板進(jìn)行除鱗,以除鱗徹底達(dá)到 Sa3.0 為標(biāo)準(zhǔn), 測(cè)得粗糙度與拋射速度的關(guān)系曲線如圖 7。
3 .4?平整對(duì)粗糙度的影響
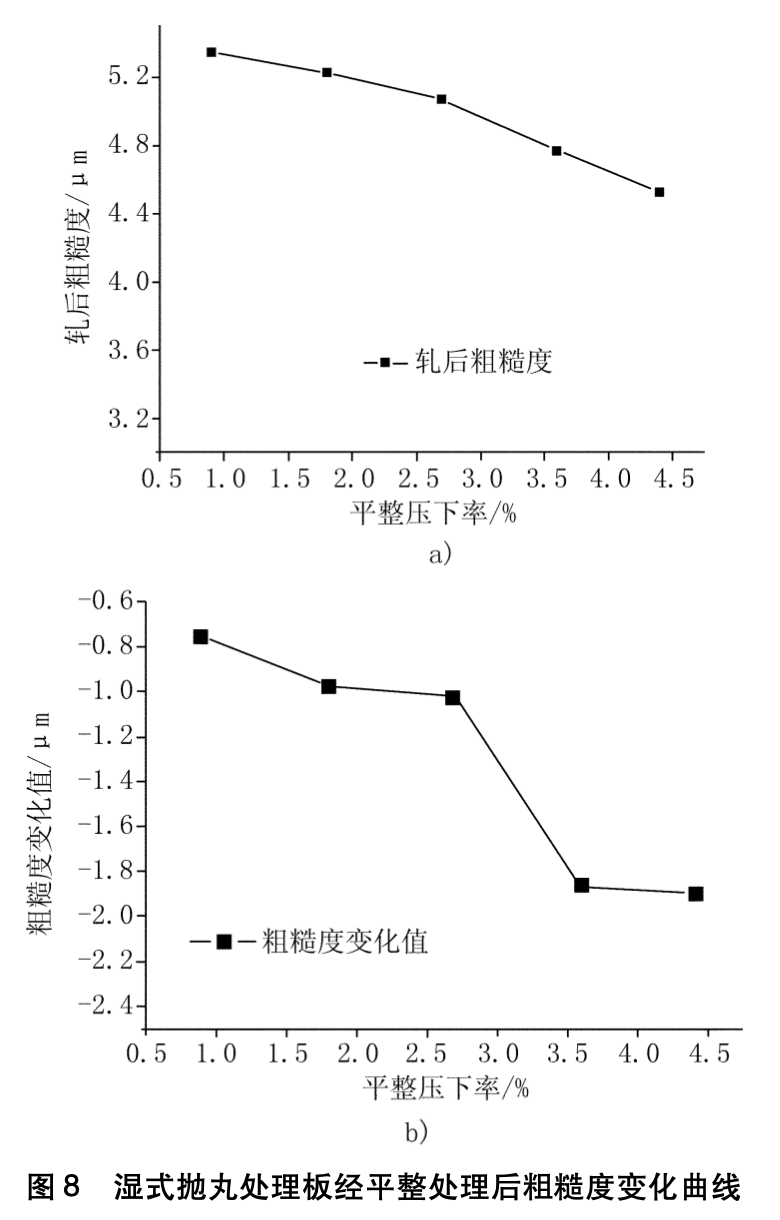
平整是通過小壓下量的軋制變形,使帶鋼獲得必要的性能和表面質(zhì)量,消除屈服平臺(tái),滿足后 工序加工的要求,通過微小的壓下率使帶鋼表面 更加平坦,可以降低粗糙度。經(jīng) 50%G50 +50% G80 級(jí)配鋼砂除鱗的鋼板,表面粗糙度 Ra 約為 5.0μm ~6.5μm,采用不同壓下率對(duì)其進(jìn)行平整 處理,粗糙度變化曲線如圖 8。
可見,經(jīng)過平整,鋼板表面粗糙度有明顯降 低 ,因 此 ,對(duì) 粗 糙 度 要 求 嚴(yán) 苛 的 用 戶 ,可 在 濕 式 拋 丸設(shè)備之后配置一臺(tái)平整機(jī)。如果結(jié)合上述幾種 方 法 ,既 能 獲 得 滿 意 的 除 鱗 效 率 、降 低 生 產(chǎn) 成 本 , 又能有效控制除鱗后鋼板的表面粗糙度。
4 結(jié)論
1)采用顆粒度小的鋼砂除鱗獲得的粗糙度 小,反之粗糙度大;高強(qiáng)度的鋼板除鱗后粗糙度 小,低強(qiáng)度的鋼板形成的粗糙度大;
2)鋼板表面粗糙度與磨料拋射速度有密切的 關(guān)系,打擊速度越大,表面粗糙度越高;
3)拋丸時(shí)間或打擊次數(shù)對(duì)鋼板的表面粗糙度 也有影響,隨著拋丸時(shí)間的增加,粗糙度值趨于某 一定值;
4)通過調(diào)整拋丸工藝參數(shù)控制粗糙度有限, 可以通過平整軋制的方式來進(jìn)一步降低粗糙度。
專業(yè)濕式拋丸機(jī)設(shè)備制造商,可以根據(jù)客戶要求設(shè)計(jì)生產(chǎn)復(fù)合拋丸需要的濕式拋丸機(jī),電話:182 0189 8806。
噴拋丸設(shè)備、噴丸強(qiáng)化技術(shù)服務(wù),182 0189 8806 文章鏈接:http://www.wwwbaihe0.com/1777/
 微信聯(lián)系咨詢
微信聯(lián)系咨詢 擊這里給我發(fā)消息")