為 了提 高發 動機 葉片的使 用壽命 ,延遲裂紋的萌生 ,通 常對其采 用噴丸強化處理。本 文概括 了發動 機葉片噴丸強化研究的意義和必要性,介紹了葉片噴丸強化的工藝參數,重點闡述了發動機葉片噴丸強化設備的 研 究,并對發動機葉 片噴丸設備的應用做 了總結。


在發動機中,葉片是其重要組成部件之一。由 于發動機 葉片為異形空間 曲面 、葉片較 薄 、外形復 雜 、承 受 負 荷 大 、工 作 環 境 惡 劣 ,因 此 葉 片 在 制 造 完 成后需要進行噴丸強化 ,以提高其疲勞強度和使用 壽命 ,同時還能增強其抗腐蝕能力 。
噴丸強化是 目前提高零部件 的使用壽命 和疲 勞強度的最實用和有效的方法之一。噴丸強化過程 是使用壓縮空氣將大量 的彈丸噴射 到工件 的表面 上,在工件表面積累大量壓應力,使葉片在交變疲 勞應力下裂紋萌生和擴展的勢壘提高 ,提高 了抗腐 蝕破壞和疲勞破壞的能力。另外 ,在噴丸強化過程 中,表層組織在彈丸 的大力打擊下會發生動態再結 晶,表層組織細化 、殘余應力值提高 ,可大大提高工 件的疲勞強度 。
1 葉片噴丸強化工藝的研究
葉片噴丸強化工藝的選擇直接影響噴丸的效 果 。噴丸強化工藝參數主要包括噴丸介質、噴丸強度、覆蓋率、表面粗糙度等。對于葉片而言,適當地 控制噴丸工藝的參數,使應變層內的這些變化如組 織結構的變化 、相變以及殘余應力場等均可能成為 強化因素,是提高葉片彎曲疲勞和接觸疲勞極限的 強化機制。
1.1 噴 丸 介 質
噴丸介質的選擇主要受彈丸的直徑、彈丸的形狀 的影響。發動機葉片應用的場合要求較高 ,一般 選用直徑為 0.6mm~0.8mm的彈丸。彈丸的形狀 直接影響噴丸的效果 ,應保證球面光滑 、尺寸均勻 。
1.2 噴丸強度
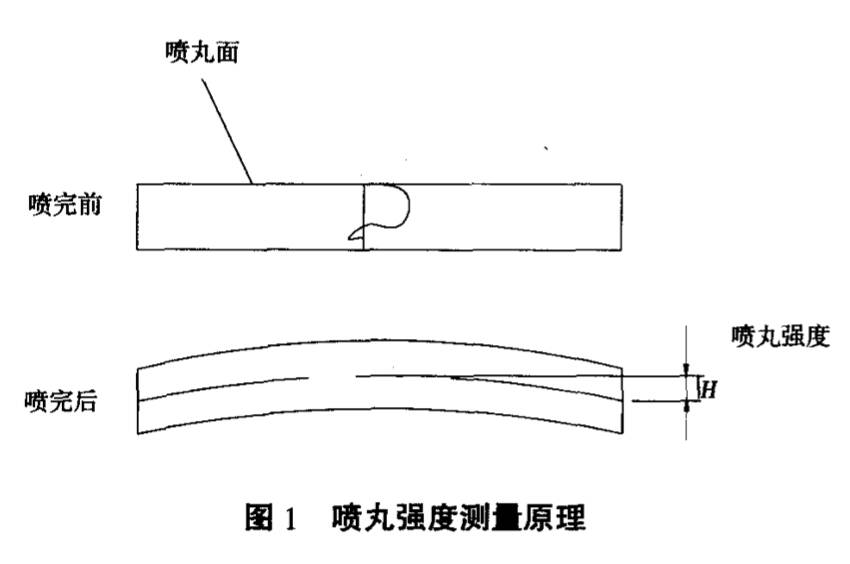
目前,噴丸強度值的測量是使用阿爾門試片確 定。測量噴丸強度常用的試片有 N試片 (有色金 屬 )、A 試 片 (最 常 用 )、C 試 片 (更 高 強 度 )三 種 。其 測 量原理是噴丸后將夾具撤除,測量試 片經噴丸變形 后的弧高,并以此弧高度定義為噴丸強度,如圖 1 所示閣。對于弧高的測量可以使用噴丸強度測試儀, 能增加測量的準確性。也可近似地以被噴金屬表面 殘余壓應力值和壓應力層深度表示。葉片噴丸的殘 余 壓 應 力 值 要 求 不 少 于 2 .5 M P a , 壓 應 力 層 深 度 要 求 為 0.03mm ~0.06mm。
1.3 覆蓋率
噴丸覆蓋率是指噴丸后工件上形成 的凹痕覆蓋的面積與工件表面的總面積的百分比。如果工件 全部被凹痕覆蓋 ,那么覆蓋率為 10%,一般情況下 覆 蓋 率 應 大 于 等 于 100% , 這 樣 才 能 達 到 噴 丸 的 目 的。如果覆蓋率超過 10%,相應的噴丸強化的時間 也會按 比例增加 。葉片噴丸后覆蓋率應達到 150%~ 200% 的 要 求 。
1.4 表面粗糙度
表 面粗糙度是指加工表面上具有 的較小 間隔 和峰谷所組成的微觀幾何形狀特征,它是表征材料 表 面幾何特征的參數之一 。噴丸強化過程會引起 工件 的表面粗糙度 的增大 ,造成零 件的表面不光 滑 ,在噴丸工程 中 ,在達到噴丸要求的前 提下應盡 量減小噴丸后的粗糙度。發動機葉片噴丸后表面粗糙 度 要 求 為 R a 1 .6 ~ R a 3 .2 .
2 葉片噴丸強化設備的研究
噴丸強化機包括噴丸機強化室、提升機、螺旋 輸 送 、分離器 、旋轉 工作 臺 、夾具和除塵 裝置七部 分,同時噴丸機采用數控操作的形式,噴丸強化室 是噴丸設備 的主要組成部分 ,為零件 的噴丸強化提 供了空間 ,提升機和螺旋輸送是噴丸裝置中回收彈丸的必備輸送設備 ,分離器是用來將完整的彈丸與 不完整的及其他雜質分離開 ,工作臺上面可 以直接 放置用來夾 緊發動機葉片的夾具裝置 ,其旋轉可 以 帶動夾具及葉片旋轉,實現更好 的噴丸效果。
2.1 噴丸器設計
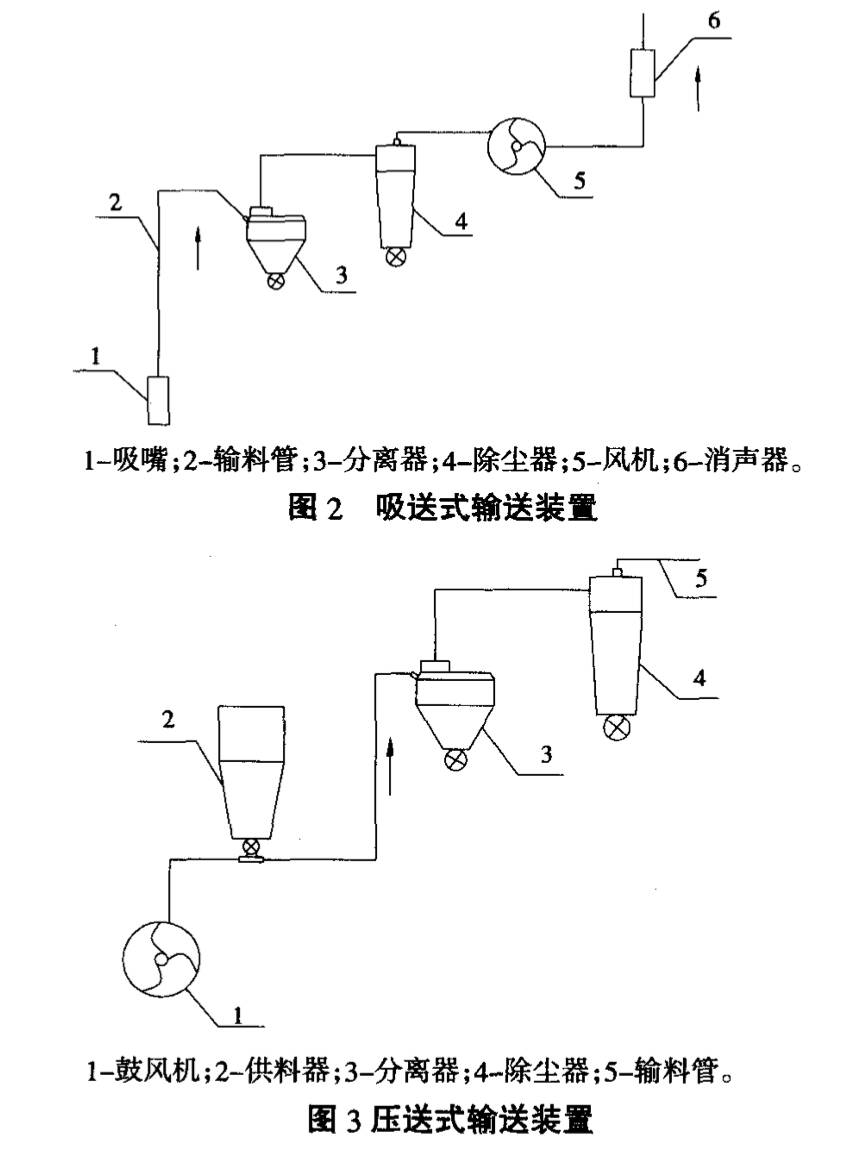
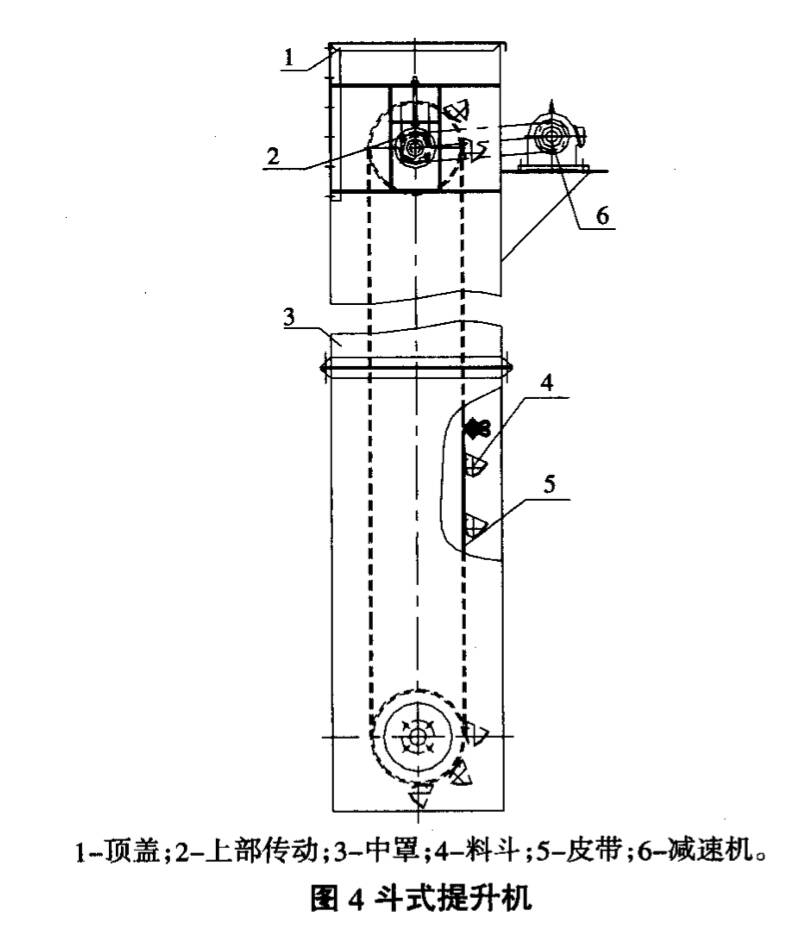
噴丸器 的設計 主要包括體 噴送方式 和噴丸室兩個方面。噴送方式有吸送式和壓送式兩種。吸送 式的工作原理如 圖 2所示 。其特點是供料簡單方 便 ,但彈丸對工件 的作用力小 ,物料容易破碎 ,不適 用于發動機葉片噴丸強化的輸送方式中。壓送式的工 作 原 理 如 圖 3 所 示 。 特 點 是 操 作 維 修 簡 易 、效 率 高,可用于噴丸強化裝置中,對于發動機葉片的噴丸強化常采用壓送式輸送裝置。
隨著科學技術 的不斷發展 ,人們對噴丸強化室 的要求也會越來越高,尤其是發動機葉片形狀復雜 有不 同的曲面組成。在完成噴丸要求 的同時 ,還應盡量提高 工人 的工作環境 ,減 少環境 污染 。發動機 葉 片噴丸強化的噴丸強化室的尺寸設計為 1800mm× 1 800 mm × 2 50 0 m m ,其 主 要 結 構 為 室 體 鋼 板 、內 防 護板、蓋板、噴丸室大門、噴槍及密封裝置,噴槍使 用機械手夾持,可以根據葉片的曲面形狀旋轉移動 進行噴丸,噴丸室的外形主要采用錐形下封頭設計 方式 。在錐形下封頭上面放置螺旋輸送器 ,噴射到 噴丸室的鋼丸,滑落到螺旋輸送器上。可以減少制造 成本 ,大大提高工作效率。
2.2提升機和輸送設備的設計
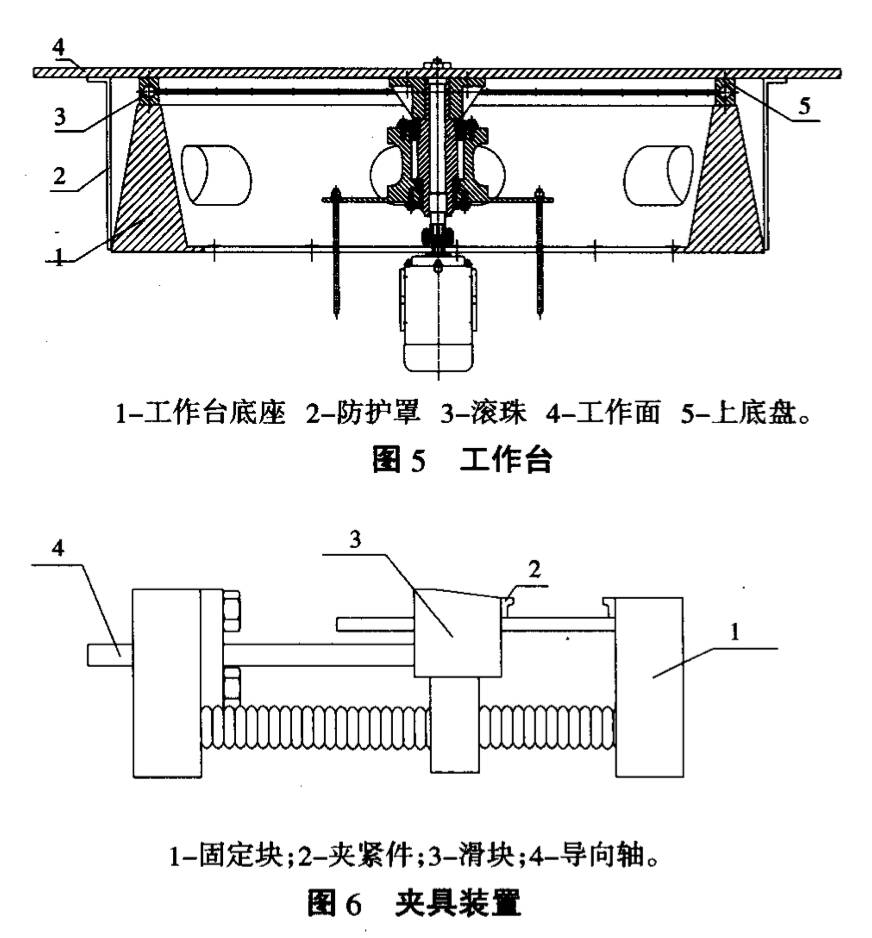
提升機和輸送設備屬于機械回收設備,由于斗 式提升機設備制造簡單 ,工作效率高 ,所 以采用斗 式提升機。斗式提升機(圖4)主要由上部傳動、料 斗 、和皮帶 、外罩 、減速機組成 。料斗的材料為 HT150,共有 31個,主要收集彈丸,外罩主要保護內 部的傳動不受影響,同時采用行星擺線針輪減速機。
輸送設備選擇螺旋輸送。其結構較為簡單 ,主要 組 成 部 分為鋼管 、螺旋片 、圓 筒 、法蘭 、主動輪 、從動輪 、減速機。其工作原理為噴丸時所落下的彈丸 經集丸斗落入 回收螺旋輸送機 ,由螺旋輸送機輸送 到斗式提升機中,再由斗式提升機送人到儲丸斗,經 過完全分離篩選的丸料落人噴丸器,這樣循環使用。
2 .3 分 離 器 的 設 計
分離器是噴丸設備的關鍵部件之一 ,由前后端 板、孔板、溜丸管、門、出風口組成。分離器的主要功 能是將 彈丸與其他雜質分離 ,從斗式提升機提升的 丸料混合物 ,由螺旋輸送機運送至分離器 ,同時 ,除 塵風機通過分離器的風 口將彈丸和破碎彈丸 、粉塵 有效分離。達到分離的效果。
2 .4 工 作 臺 及 夾 具 的 設 計
工作臺(圖 5)的設計關鍵在于工作臺底部的支撐 。為了減輕軸和軸承承載的載荷 ,將工作 臺上盤 設計成滾道 的形式 ,同時工作 臺底座直接對其支 撐 ,止推軸承和滾道 同時承受軸 向力 ,這樣滾道在 工作中起到輔助支撐的作用,為了減少工作臺底座 的體 積及制造 費用 ,工作 臺底座設計成轉盤 的形 式。這樣既能提高工作效率 ,又能提高設備的使用壽命。 發動機葉片噴丸強化的夾具(圖6)是直接夾緊葉片的榫頭,這種夾具設計簡單、實用。主要包括底 座 、固 定 塊 、滑 塊 、夾 緊 件 (可 更 換 )、導 向 軸 及 電 氣 裝置等 。發動機葉片的種類和數量較多 ,可 以根據 不同的榫頭形狀設計不 同的夾緊件以便更換 。
2.5 除塵裝置的設計
噴丸設備的除塵裝置是保證噴丸室 內的能見 度及噴丸的效果,目前的除塵設備主要有布袋除塵 器 、噴淋除塵器、雙級渦旋除塵器、濾筒除塵器等 等。由于濾筒除塵器除塵效果好、裝拆方便、體積小 等優點,本設計中選擇濾筒除塵器。丸料進人重力 風選區進行分離,同時粉塵被風機帶人濾筒式除塵 器進行收集,少量被風機排出大氣 。而大部分清潔丸 料進入儲丸室。最后鋼丸通過流量控制閥進入拋丸 器 進 丸 口 ,進 行 重 復 循 環。 噴 丸 設 備 各 個 部 分 設 計 完 成 后 ,噴 丸 室 的 整 體 圖 如 圖 7 所 示 。

3結論
發動機葉片強化機屬于專用設備 ,可 以對發動 機的葉片進行有效噴丸。發動機葉片型面屬空間自由曲面 ,其加工精度要求較高 ,是一種特殊 的零件 , 由于葉片數量多,形狀復雜,同時屬于薄壁零件,所 以需要專 門的噴丸機對其進行噴丸。
噴拋丸設備、噴丸強化技術服務,182 0189 8806 文章鏈接:http://www.wwwbaihe0.com/1768/
 微信聯系咨詢
微信聯系咨詢 