采用陶瓷彈丸對 DD6單 晶高溫合金進行 噴丸 ,研究噴 丸后 DD6單 晶表面形貌 、表面 粗糙度 、表 面層 組織 結構 、顯 微 硬度等表面完整性性能變化 。結果 表明 :噴丸后 ,DD6單晶表面完 整性性能發 生較大變 化 ,表 面層 組織產生 嚴重塑 性 形變,表面粗糙度R 升高,然而,采用特定參數噴丸后,表面粗糙度上升的同時,表面應力集中系數反而下降。噴丸后 DD6單 晶表面 7相和 7相均發生劇烈 的位錯增 殖 ,起 到組織 強化 的作用 。兩 種工藝 噴丸后 ,表面顯 微硬度 HV基本 一 致,達到620,比原始的磨削表面提高44 ,加工硬化顯著。
渦輪轉子葉片是航空發動機 的關鍵部件,葉片材 料經歷了變形高溫合金、鑄造等軸晶高溫合金、定向凝 固高溫合金和單晶高溫合金的發展歷程 。國外先進航 空發動機都采用單晶高溫合金作為渦輪轉子葉片材 料。DD6單晶高溫合金(簡稱DD6單晶)是北京 航空材料研究院自主研制的第二代單晶合金,Re含量 較低,具有優異的鑄造性能和高溫強度,是國內航空發動機渦輪轉子葉片的重要材料之一 。 在高溫服役的過程 中,葉片榫頭與榫槽之間的接 觸應力 ,轉動過程的離心作用和熱應力的交互作用使 葉片處于復雜交變應力狀態 ,加之發動機服役時容易發生高頻振動,使葉片承受高周疲勞作用。噴丸強 化作為提高合金疲勞性能的工藝方法 ,在 國內外航 空領域得到廣泛使用 。目前,噴丸強化技術在超高強 度鋼。鋁合金 、鈦合金。和等軸晶高溫合 金構件上得到了廣泛研究和應用 ,而對定 向高溫合 金和單晶高溫合金葉片這類各向異性材料的高溫構件 的 噴 丸 強 化 研 究 起 步 較 晚 。 高 玉 魁 對 D D 6 單 晶 進 行噴丸前后疲勞壽命 的對比,結果表明噴丸可提高 DD6單晶在 650°C和 760°C下的疲勞壽命,但對噴丸 前后表面完整性變化涉及較少 。
陶瓷丸是一種新型噴丸介質 ,模量和硬度大,破損率低,美國和法國將陶瓷丸作為非鐵基構件的主要噴丸介質[161 ,應用于航空和汽車工業;在國內該噴丸介質還沒有推廣應用。因此,本工作利用陶瓷丸對DD6合金進行噴丸處理,研究陶瓷丸噴丸對合金表面完整性的影響,為DD6合金零件噴丸強化技術的應用提供技術基礎。
1實驗
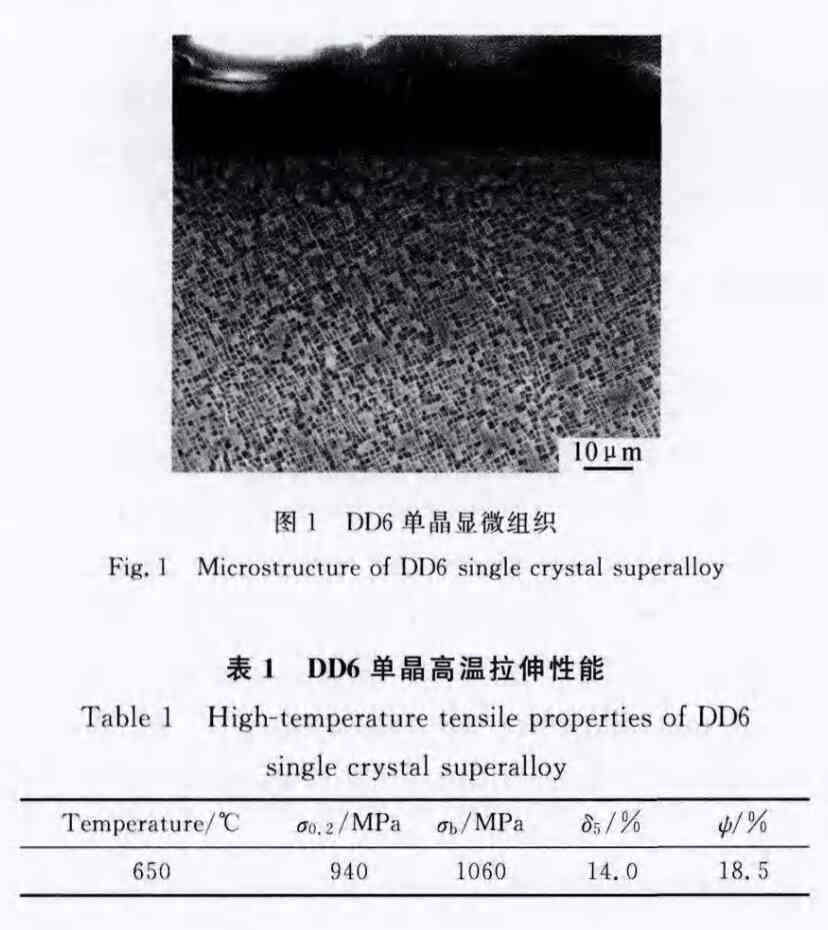
實驗材料是經過完全熱處理的DD6單晶。熱處理狀態: 1290°C ??1h+ 1300°C ??2h+ 1315°C??4h,空冷+1120°C??4h,空冷+870°C??32h,空冷。DD6單晶的生長方向為(001)方向。經過熱處理的DD6單晶合金顯微組織為r基體相和r強化相組成(圖1)。DD6單晶的650°C高溫拉伸性能如表1所示。

試樣為表面經過精磨的20m?? 10m?? 8mm方形試塊。在氣動式噴丸機上,按照航空工業標準HB/Z 26-2011,采用陶瓷丸CZ50對DD6單晶試樣進行噴丸,工藝如表2所示。
采用Phase shit MieroXAM白光干涉儀觀察噴丸前后試樣的表面形貌:采用Quanta 600掃描電鏡觀察噴丸前后DD6單晶剖面的組織形貌;采用TEM-200透射電鏡觀察噴丸前后試樣表面層(距表面50μm)的位錯組態,透射電鏡樣品是從噴丸樣品的表面切取,用1200號細砂紙磨成薄片,隨后進行雙噴電解減薄。電解液為34%(體積分數,下同)正丁醇+6%高氯酸+ 60%甲醇溶液,液氮冷卻;采用FM-700顯微硬度計測試噴丸后試樣剖面的硬度梯度分布。
2結果與討論
2.1表面形貌
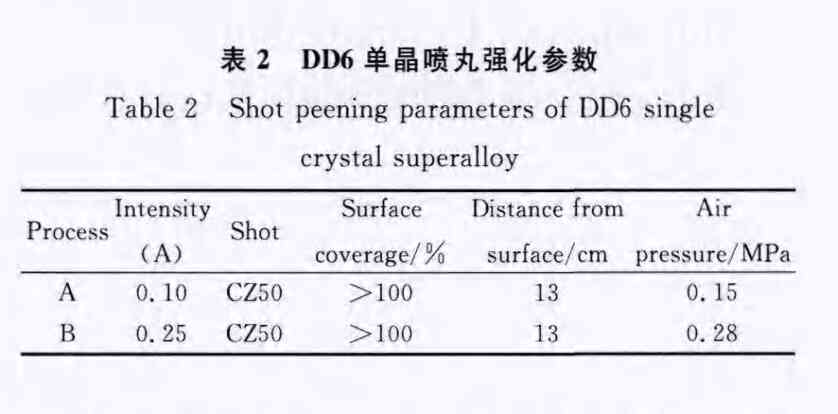
圖2為噴丸前后DD6單晶表面形貌。:可知,噴丸前原始精磨試樣表面存在平行的細小刀痕(圖2(a))。噴丸后,DD6單晶表面發生塑性形變,刀痕基本消除,表面呈現細小褶皺、凸凹、碾壓等特征(圖2(b),(c)),為高速彈丸噴射到試樣表面后所產生塑性變形后的特征。經過工藝B噴丸后表面變形明顯大于工藝A,說明表面塑性形變的程度與噴丸強度正相關。由于DD6單晶合金磨削后表面硬度(HV430左右)遠小于陶瓷彈丸的表面硬度(HV724以上),且原始表面經過精磨表面粗糙度很低(R, =0.401um),因此贅丸強化后,表面粗糙度有所上升,工藝A噴丸后達到0.803um,而工藝B噴丸后達到1. 112um。
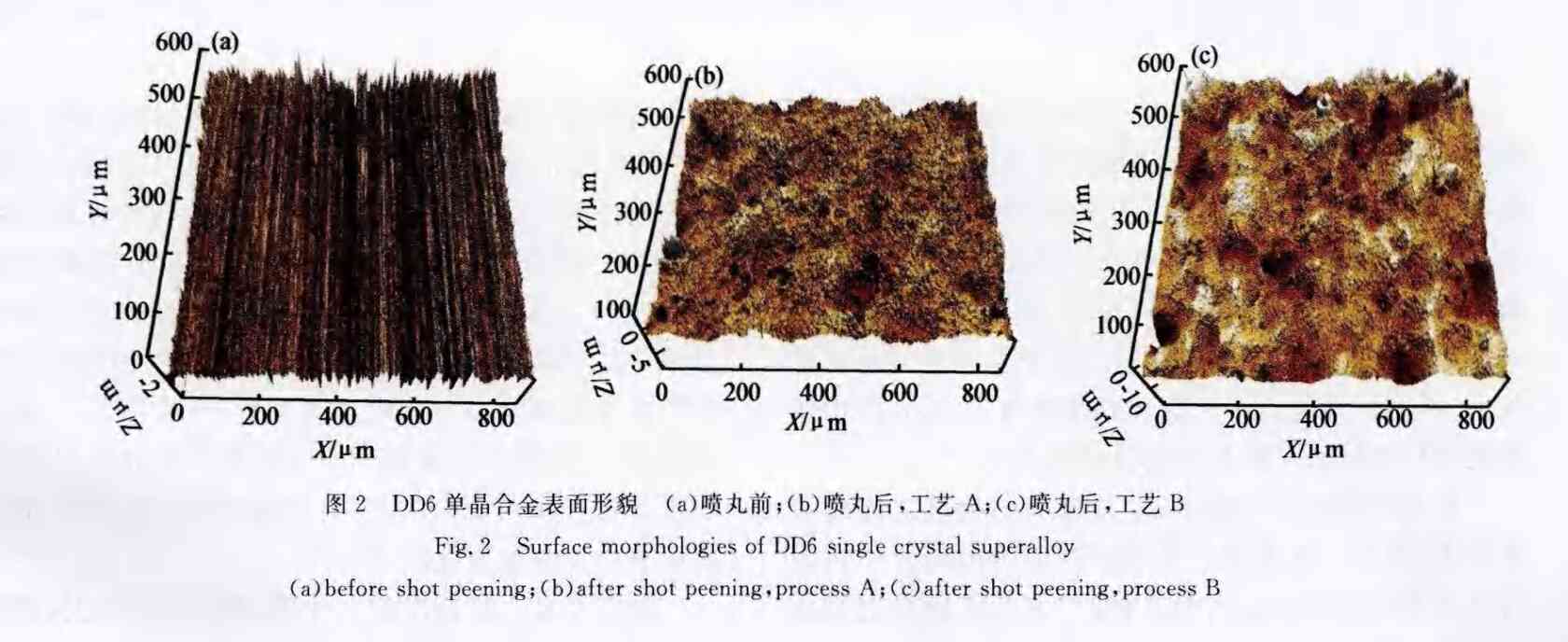
圖3為不同工藝下的表面線輪廓圖。可以看出,經過磨削之后,表面尖端圓角曲率半徑很小;而經過噴丸強化后,表面尖端圓角曲率半徑明顯增大,這一-結果有利于緩解表面應力集中,有利于提高疲勞性能。
經過噴丸后,DD6單晶表面粗糙度提高,加劇表面應力集中,但同時表面尖端曲率半徑明顯增大,可從-定程度上緩解應力集中,因此,從表面形貌上分析、DD6合金經噴丸強化后,由表面粗糙度增大和尖端曲率半徑增大兩個因素共同影響著其表面完整性。。
表面形貌變化對于疲勞性能的影響可以采用應力集中系數來表示,應力集中系數越大,導致實際受力增大,疲勞壽命降低。Li等通過Kt=1+2.1X(Rt,/S),(Kt為實際應力集中系數,Rt為峰谷高度差,S為兩個相鄰峰的半寬(尖端圓角半徑的一種表示)),對比兩種噴丸工藝與原始試樣的表面應力集中系數,分析噴丸彈坑和刀痕對于應力集中的影響。當峰谷高度差R較大,而S較小時,應力集中系數較大,該位置可能為疲勞裂紋萌生位置。觀察圖3,不能“起伏”間峰谷高度差變化幅度較小,而每一個彈坑(刀痕)的S差別較大,因此,在計算中應選擇S較小的輪廓,如圖3中箭頭標注的位置。
結合圖3可知:工藝A噴丸時,S約為8um,Rt =|Rmin|+|Rmax|=6.3um,則Kt= 2. 65;工藝B噴丸時,S約為7um,Rt=|Rmin|+|Rmax|=2. 8um,則Kt=1.84;對于未噴丸式樣,S約等于5um,Rt=|Rmin|+|Rmax|=2. 5um,則Kt=2.05。從以上計算可知,工藝B噴丸后表面的應力集中系數反而低于磨削表面。對Ti60鈦合金的噴丸強化研究中也得到過同樣的結果。因此,不能簡單地從表面粗糙度R,增大,推斷出噴丸后表面應力集中系數增大,對于DD6單晶,采用工藝B噴丸后,表面應力集中反而降低。
2.2表面層組織結構
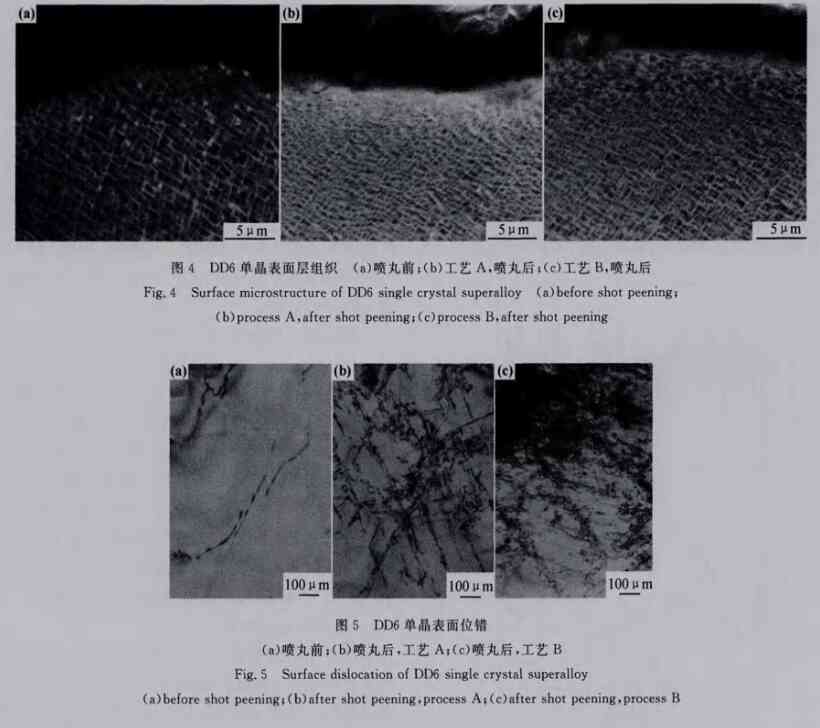
經過完全熱處理狀態的DD6單晶是由基體相Y和沉淀強化相γ組成。圖4為DD6單晶噴丸前后表面層組織。從圖4可知,無法從掃描電鏡中觀察到磨削表面明顯的表層塑性變形,而經過噴丸強化后,表面大約5~10μm的區域內塑性變形很強烈,基本已經無法觀察到這個區域內的組織形貌。圖5為DD6單晶表面位錯結構。可知,原始的DD6單晶表面(圖5(a))觀察到的位錯密度很低,且分布在基體γ相上,形態為由熱處理產生的自由位錯線,沒有觀察到在γ’強化相上的位錯:圖5(b)是經過工藝A噴丸強化后的DD6 單晶表面組織,在小強度噴丸后,DD6單晶表面位錯密度有所增加,出現了一定量平行的位錯,這是噴丸時某特定滑移面發生滑移的結果。此外,在沉淀相r’內也有一定數量的位錯:圖5(c)是經過工藝B噴丸強化后的DD6單晶表面組織。大強度噴丸強化后,觀察到平行位錯墻結構,且位錯增殖非常強烈,主要的增殖位個錯都產生在基體γ相和沉淀相γ‘的相界面上,沉淀相γ’內產生了相當數量的位錯,沒有觀察到位錯胞或亞晶結構。鎳基單晶合金存在兩相微觀結構,其疲勞裂紋擴展行為的微觀斷裂模型的建立則以基體r和沉淀相y中的位錯運動為基礎。造成(111)八面體晶面滑移系發生滑移破壞的主要因素是切應力。由于晶面滑移產生的位錯墻和大量噴丸增殖位錯的存在,使八面體晶面滑移更加困難,交變應力需要更高的能量才能滑移,Y相和y相界面存在的高位錯密度提高了裂紋擴展所需的能量,有效阻礙裂紋擴展。 因此,從表面層組織分析,噴丸對DD單晶產生了增殖位錯強化作用。
2.3顯微硬度
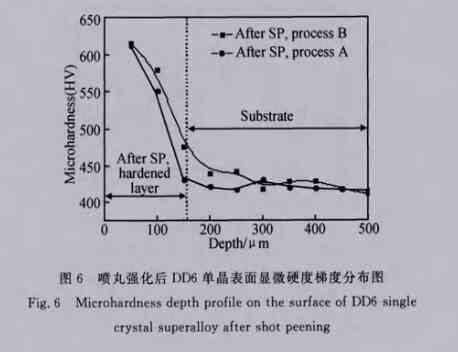
圖6為噴丸強化后DD6單晶試樣截面的顯微硬度梯度圖。可知,在大于300um的區域,顯微硬度HV基本維持在430左右,為DD6單晶的基體硬度。經過噴丸強化后,DD6單晶表面存在- -層硬度顯著提高的噴丸硬化層。硬化層的深度隨著噴丸強度的增大而增加。兩種工藝噴丸后,單晶試樣的表面顯微硬度HV基本-致,達到620,比基體的表面顯微硬度提高了44%。表面硬度反映了表面加工硬化程度,也是組織結構變化的力學響應。表面硬度變化主要來源于噴丸帶來的形變加工硬化。越接近表面的位置,由于噴丸產生的塑性形變量越大,位錯增殖也越劇烈,加工硬化效果越明顯,因此,在顯微硬度實驗中也表現出較高的硬度值。
3結論
(1)噴丸強化后DD6單晶表面產生強烈塑性變形,表面粗糙度有所增加,但表面尖端圓角曲率半徑也隨之增大,兩個因素共同影響著DD6單晶的表面完整性。相比原始試樣的磨削表面,采用工藝B噴丸后,表面粗糙度上升,表面應力集中反而下降。
(2)噴丸強化后DD6單晶表面γ相和r’相均發生劇烈的位錯增殖效果。小強度噴丸后,表面位錯呈平行排布;而經過大強度噴丸后,位錯增殖,并觀察到晶面滑移產生的平行位錯墻結構,起到組織強化的作用。
(3)兩種工藝噴丸后,表面顯微硬度HV都達到620;比原始的磨削表面提高44% ,加工硬化顯著。
我司專業從事噴丸強化設備制造,噴丸工藝驗證,噴丸強化加工等表面強化處理設備和技術服務,歡迎有需要的客戶聯系咨詢。
噴拋丸設備、噴丸強化技術服務,182 0189 8806 文章鏈接:http://www.wwwbaihe0.com/1745/
 微信聯系咨詢
微信聯系咨詢 