采用超 聲波噴 丸裝置, 對AA202 4進(jìn)行不 同覆蓋率 ( 100% ,200% ,300% ) 和相同強(qiáng) 度的超 聲波噴丸 , 研究 了噴丸 前后的表 面粗糙 度、顯 微硬度、 殘余應(yīng) 力場及 半高寬等 表面完 整性特 征參數(shù)以 及覆蓋 率 對疲勞壽命的影響。結(jié)果表明:覆蓋率對表面完整性和疲勞壽命有重大影響,采用3∞%覆蓋率噴 丸,可以使AA2024保持較小的表面粗糙度值(R。=1.6 tim)。較高的顯微硬度,較好的殘余應(yīng)力分 布 及 穩(wěn) 定 的 表 面 層 微 觀 組 織 , 這 些 因 素 使 得 AA2 0 2 4 的 疲 勞 壽 命 提 高 了 5 倍 以 上 ; 而 1 0 0 % 和 2 0 0 % 覆蓋率對應(yīng)的疲勞壽命則分別提高了2倍和4倍。
AA2024是超硬鋁合金,具有高比強(qiáng)度和比剛度、 較好的耐腐蝕性和較高的韌性等優(yōu)點(diǎn),是航空航天、兵 器、交通運(yùn)輸?shù)刃袠I(yè)最重要的結(jié)構(gòu)材料之一。實(shí)際 使用中的AA2024零部件絕大部分承受交變載荷的作?用, 表面 層承受 的交 變應(yīng)力 最大且 易受 外界環(huán) 境的 影?響,表面層往往就成為了裂紋的棲息之地。為了防止 或減少表面層裂紋的萌生和擴(kuò)展,工程上往往采用表 面改性技術(shù)來改善材料的使用性能。
超聲波噴丸是近年來提出的一種新型表面改性方 法,它利用大功率的超聲波推動沖擊工具以每秒二萬次以上的頻率沖擊金屬物體表面,由于超聲波的高頻、高效和聚焦下的大能量,使金屬表層產(chǎn)生劇烈的塑性 變形。同時在噴丸區(qū)域呈現(xiàn)高密度位錯和有益的 殘余壓應(yīng)力分布,從而能夠顯著提高零部件的強(qiáng)度及 疲勞壽命。超聲波噴丸作為一種節(jié)能、綠色、先進(jìn)的新 型技術(shù),在航空航天、汽車等領(lǐng)域中有著廣泛的應(yīng)用。
覆蓋率是噴丸的重要參數(shù)。國外研究學(xué)者已經(jīng)非 常重視 覆蓋率對疲勞 性能的影響, 相關(guān)國防報(bào)告?報(bào)道了噴丸覆蓋率對4340鋼常溫抗拉疲勞性能影響。 然而在我國,目前還沒有文獻(xiàn)專門對超聲波噴丸覆蓋 率進(jìn)行深入的研究;在工程應(yīng)用中,雖然已經(jīng)肯定了100%覆蓋率對噴丸效果的影響,但是覆蓋率高于100%時的噴丸效果卻還沒有定性的結(jié)論。實(shí)際上,不 同的覆蓋率噴丸對表面完整性及疲勞壽命有很大影 響。因此,很有必要開展超聲波噴丸覆蓋率對鋁合金 高周疲勞性能的影響研究。以AA2024為研究對象, 開展了超聲波噴丸對于鋁合金表面完整性和疲勞壽命?影響的 研究,分析 了覆蓋率( 1 00%、200% 、300%)?對?AA20 24高周 疲勞性能 的影響 。
1試驗(yàn)條件
1.1試 驗(yàn) 設(shè) 備?
采用由南京航空航天大學(xué)自主研制的超聲波噴丸裝置(?如圖l?所示)?進(jìn)行超聲波噴丸試驗(yàn)采用?TRl 01袖珍式表面粗糙度儀測定超聲波噴丸后試樣的 表 面 粗 糙 度?R?。 值 ; 采 用?MV C?一?1 0 0 0 A 1?型 顯 微 硬 度 計(jì) 對 超聲波噴丸后沿深度方向的顯微硬度進(jìn)行測量,載荷?選擇200?g,載荷時間為15?s;采用MSF一3M型x射線 衍射殘余應(yīng)力測試儀,使用交相關(guān)定峰法進(jìn)行了殘余 應(yīng)力場測試和衍射峰半高寬分析;采用PLG一100C型 高頻疲勞試驗(yàn)機(jī),測量未噴丸試樣和不同超聲波噴丸 覆蓋率試樣的橫幅軸向應(yīng)力拉一拉疲勞性能。
1.2試 驗(yàn)材料
試 驗(yàn) 材 料 采 用 A A2 0 2 4 。 室 溫 2 0 °C 下 的 力 學(xué) 性 能如下:抗拉強(qiáng)度吼為470 MPa,屈服強(qiáng)度17″n:為325 MPa,伸長率6為10%,顯微硬度為170 HV,彈性模量 E為 68 GPa,密度p為2 770 kg/m3。熱處理方式為固 溶處理加自然時效處理。
1.?3試驗(yàn)方法?
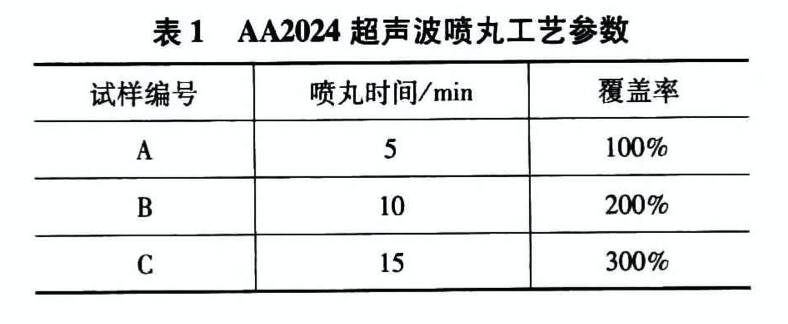
試驗(yàn)前對AA2024試樣表面進(jìn)行機(jī)械拋光處理,以獲得光潔平整的表面,然后采用超聲波噴丸裝置對 試樣進(jìn)行雙面噴丸以保持試樣的平整。超聲波噴丸采 用3種不同的規(guī)范,分別記為A、B和c,其工藝參數(shù)如表1所示。
2試驗(yàn)結(jié)果
2.1表面粗糙度
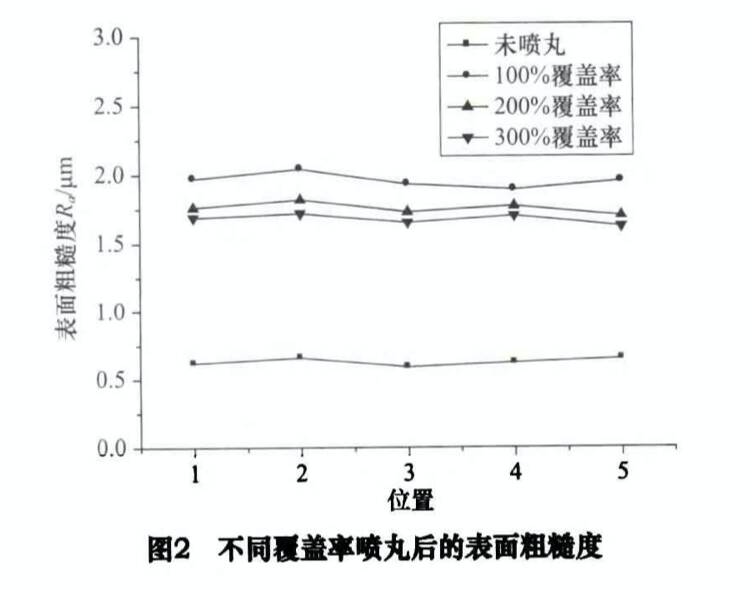
超聲波噴丸后的表面粗糙度分布如圖2所示。從圖中 可以看 出,超 聲波噴 丸處 理后試 樣的表 面粗糙 度值明顯增大,最大接近2um,粗糙度值隨著噴丸覆蓋 率的增大而略有減小。研究表明,粗糙的表面會引起 明顯的載荷應(yīng)力集中,影響到材料的疲勞壽命。因 此,可以通過提高覆蓋率來減小試樣的表面粗糙度值。
2?.?2顯 微 硬 度?
顯微硬度沿層深分布如圖3所示。從圖中可以看出, 超聲波 噴丸后試 樣表面 及沿層 深的顯微 硬度得 到?明顯提高,且隨覆蓋率的增大而提高,未噴丸試樣沿層深的顯微硬度值基本趨于一致。同一覆蓋率下,試樣 顯微硬度隨深度的增加而下降,之后趨于平緩。

2.3殘余應(yīng)力場
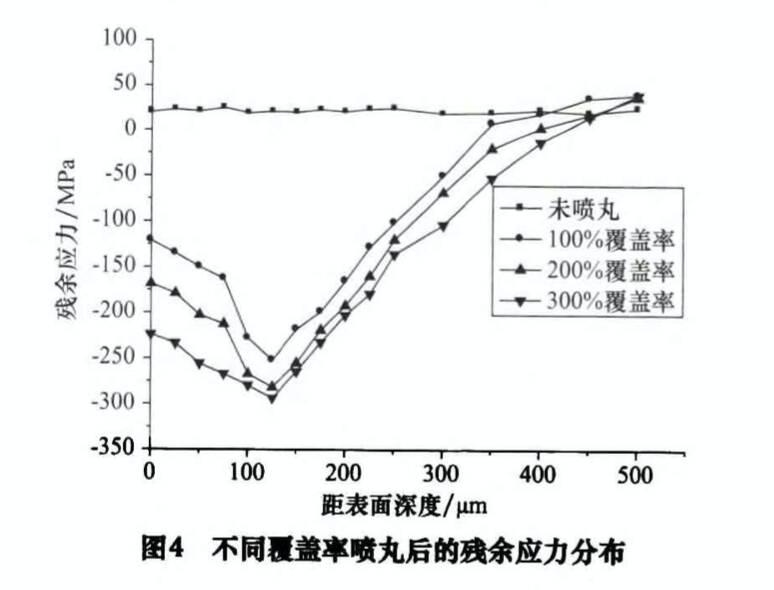
超聲波噴丸產(chǎn)生的殘余應(yīng)力大小及殘余應(yīng)力的分布對于疲勞性能具有較大的影響。超聲波噴丸后的殘 余應(yīng)力場如圖4所示。隨著覆蓋率的增加,表面殘余 壓應(yīng)力和最大殘余壓應(yīng)力均有所增大。經(jīng)過不同表面 覆蓋率噴丸后,殘余壓應(yīng)力在深度120斗m左右達(dá)到 最大值。噴丸覆蓋率達(dá)到300%時,最大殘余壓應(yīng)力?達(dá)到一293.5 MPa?,相比 之下, 覆蓋 率為1 00%和?200%?時,最大殘余壓應(yīng)力分別為一252.3?MPa?和一2 81.2?MPa?。另一方面,噴丸覆蓋率達(dá)到100%時,殘余壓應(yīng)?力場深度僅為300?I.zm;覆蓋率達(dá)到200%和300%時, 殘余 壓應(yīng) 力場 深度 在35 0—40 0斗m之間 。
2.4半寬高
x射線衍射 峰半高寬( FWHM)?指的 是衍射峰 最大強(qiáng)度1/2處所占的角度范圍。在儀器固定的情況下, 半高寬反映了材料冷作硬化程度、微觀殘余應(yīng)力的大 小以及晶體內(nèi)部位錯密度的高低?。
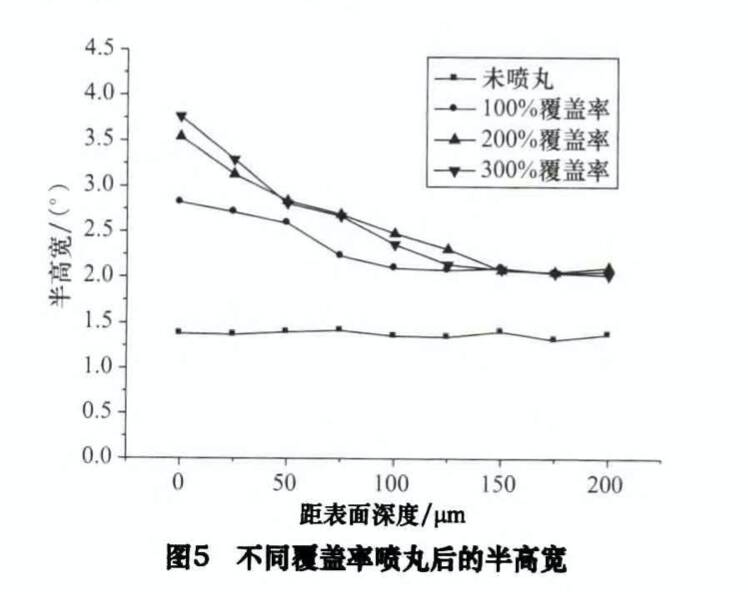
圖5是經(jīng)過不同覆蓋率噴丸后,半高寬隨深度的變化趨勢。與未噴丸試樣相比,超聲波噴丸后試樣的 半高寬顯著增大,表面半高寬值隨覆蓋率的增大而增 大,半高寬值隨著深度增加而減小。當(dāng)深度超過125?斗m時,半 高寬值基本不變, 與殘余壓應(yīng)力場深 度( 300 I xm左右)?相比,超聲波噴丸對半高寬影響層深度要小 很多。對于超聲波噴丸,半高寬變化的主要原因是由于冷作硬化程度上升以及位錯增殖。半高寬數(shù)值的增 大是冷作硬化的體現(xiàn),隨著覆蓋率的增加,循環(huán)塑性形 變次數(shù)增加,冷作硬化加劇。
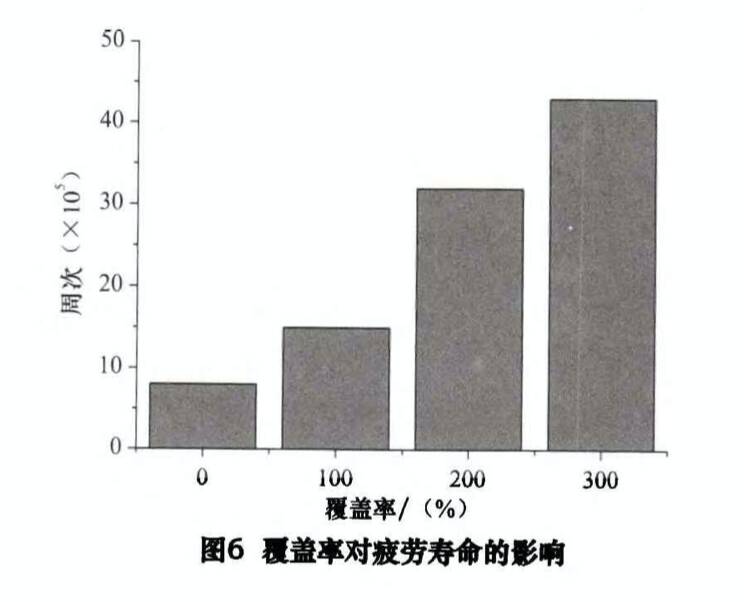
2.5高周 疲勞壽命
覆蓋率對疲勞壽命的影響如圖6所示。經(jīng)過不同 覆蓋率的超聲波噴丸之后,AA2024的高周疲勞壽命 明顯增加。未噴丸試樣的疲勞壽命在8X105次左右, 而進(jìn)行100%、200%和300%覆蓋率超聲波噴丸后,?AA2024高周疲勞壽命分別達(dá)到1.5X106、3.2×106和?4.3x 106次,其中 ,以300% 覆蓋率噴 丸后壽命增 益最 為明顯,比未 噴丸的原始試樣提高了?5倍以上。
3分析和討論?
通過疲勞試驗(yàn)可以發(fā)現(xiàn):超聲波噴丸的覆蓋率對AA2024的疲勞性能有很大影響,而疲勞性能則是表 面完整性的綜合表現(xiàn),超聲波噴丸對于表面完整性的 影響主要包括3個方面:( 1) 殘余應(yīng)力場;( 2) 微觀組 織;(3) 表面粗糙度。
( 1)?超聲波噴丸可以在試樣表面層引入數(shù)值深度 均較大的殘余壓應(yīng)力場,該殘余壓應(yīng)力場起到了重要 的抗疲勞作用。較大的殘余壓應(yīng)力既可以抵抗外部交 變應(yīng)力,還能抑制疲勞裂紋的萌生;較深的殘余壓應(yīng)力?場能夠阻止裂紋在較深范圍內(nèi)的擴(kuò)展。因此,超聲 波 噴 丸 可 以 明 顯 提 高?AA 2 0 2 4?的 疲 勞 抗 力 。 采 用 不 同?覆蓋率噴丸,得到的殘余應(yīng)力分布也不同,而噴丸覆蓋 率存在一個優(yōu)化值,利用這個優(yōu)化值進(jìn)行噴丸,可以獲 得最佳的殘余壓應(yīng)力場分布。因此,選擇優(yōu)化的覆蓋 率可以顯 著提高試樣的表 面完整性及疲勞 性能。
( 2)?超聲波噴丸對微觀組織的影響是提高疲勞壽 命的另一種重要的作用,在交變載荷的作用下,位錯密 度較大的冷作硬化組織可以增大裂紋擴(kuò)展的激活能, 阻礙裂紋擴(kuò)展,提高疲勞壽命。半高寬主要反映了表面冷作硬化程度和位錯密度,冷作硬化程度越高,位錯 密度越大,半高寬寬化越強(qiáng)烈、數(shù)值越大。與未噴丸試 樣相比,超聲波噴丸后試樣的位錯密度和冷作硬化程 度明顯上升,可以阻礙裂紋擴(kuò)展,提高疲勞壽命。
( 3)?超聲波噴丸后試樣的表面粗糙度值增大,而 較粗糙的表面容易引起應(yīng)力集中,而應(yīng)力集中是疲勞裂紋萌生的主要原因,應(yīng)力集中越強(qiáng)烈,裂紋萌生時間越短?; 應(yīng)力集中還造成了 最大殘余壓應(yīng)力值 下降, 削弱了 殘余壓應(yīng)力的 作用?,甚至 影響到材料的 疲勞 壽命。然而,分析超聲波噴丸對于表面應(yīng)力集中的影 響,不能簡單地認(rèn)為噴丸帶來的表面粗糙加大會對表 面完整性以及疲勞性能有不利的影響,還應(yīng)考慮噴丸 后凹坑的曲率半徑較大對于表面完整性和疲勞性能的 積極作用。
4結(jié)語
( 1)?超聲波噴丸覆蓋 率對AA2024的疲勞 性能有 重 要的 影響 , 采用?30 0% 覆蓋 率噴 丸 時,?AA2024?的疲 勞壽命提高了5倍左右,而100%和200%覆蓋率下的疲勞壽命則分別提高了2倍和4倍。
( 2)?不同的超聲波噴丸覆蓋率造成鋁合金疲勞性能 差別 的 主要 原 因是 由于 形 成的 表 面完 整 性狀 態(tài)?(?表面粗糙度、顯微硬度、殘余應(yīng)力場和微觀組織)?的差 異。采用300%覆蓋率噴丸,可以使AA2024保持較小 的表面粗糙度值(?Ra1.6um)?,較高的顯微硬度,較好 的殘余應(yīng)力分布和穩(wěn)定的強(qiáng)化層微觀組織,因此,經(jīng)過?300%覆蓋率噴丸后AA2024的疲勞性能較好。
噴拋丸設(shè)備、噴丸強(qiáng)化技術(shù)服務(wù),182 0189 8806 文章鏈接:http://www.wwwbaihe0.com/1648/
 微信聯(lián)系咨詢
微信聯(lián)系咨詢 





擊這里給我發(fā)消息")