江蘇后混合高壓水射流噴丸強化機制造商廠家,生產各種型號的高壓水射流噴丸強化機,可應用于工業生產、實驗室、研究所,本文就后混合高壓水射流噴丸強化機的設計和制造作說明,歡迎垂詢。
以后混合高壓水射流技術為基礎,結合傳統噴丸強化工藝,設計了可實現噴丸全覆蓋率的四軸三聯動噴頭運動式龍門結構的后混合水射流,丸強化裝置,并首次設計了提高受噴零部件定位精度的激光工件定位裝置。為后混合水射流噴丸強化技術的深入研究及工業推廣奠定了基礎。
1引言
噴丸強化是提高金屬零部件疲勞性能最有效的方法。后混合水射流噴丸強化是高壓水射流技術的一個重要分支,是1980年代末問世的一項濕法噴丸強化新技術”。
其強化原理是:由高壓泵產生的高壓水,通過噴頭的水噴嘴噴出形成高壓水射流,彈丸由供丸裝置送入混合室,與高壓水射流在混合室內發生劇烈摻混和動量交換,最后經彈丸噴嘴噴出,形成彈丸射流并噴射到金屬零部件表面,零部件表層材料在再,晶溫度下產生塑性形變(冷作硬化層),呈現理想的組織結構(組織強化)和殘余應力分布(應力強化),從而達到提高零部件周期疲勞強度和抗應力腐蝕能力的目的。它開辟了后混合水射流新的應用領域,并使傳統的噴丸強化技術增添了新的技術優勢,且噴丸強化效果顯著。然而經檢索目前并無專門用于實際工業生產的后混合水射流噴丸強化裝置,大大制約著科研工作者對后混合水射流噴丸強化技術的深人研究及工業推廣,因此研制適用于工業生產實際的成本低、噴丸效果好、安全可靠、使用方便、經濟環保的后混合水射流噴丸強化裝置具有較大的經濟意義和重要的應用價值。
2系統設計
后混合水射流噴丸強化裝置主要由供水系統、供壓系統、供丸系統及控制系統組成。
(1)供水系統
對于后混合水射流噴丸強化裝置而言,水是動能傳遞的載體。供水系統對噴丸強化裝置用水進行水質軟化處理,使水的pH值達到6-8,并對水的pH值進行監測,必要時加人清洗劑、防銹劑等添加劑,并采用具有粗、精雙重過濾的過濾器進行過濾,確保濾去水中粒徑大于0.45um的塵埃、微粒、礦物質沉淀物等,以減輕對過流部件的腐蝕和磨損,延長各過流部件的使用壽命。
(2)供壓系統
供壓系統是整個噴丸強化裝置的動力源,是將原動機的能量轉換為水的壓力能輸出,為水射流噴丸強化裝置的正常工作提供動力的系統,因此其輸出壓力范圍、供壓穩定性及脈動量均影響著噴丸壓力和強化效果。供壓系統采用前置泵和增壓泵,前置泵將水箱中的水經過濾器輸送至增壓泵內,由增壓泵加壓至工作壓力。設計中裝置壓力為:0-380MPa,脈動量控制在5%之內,增壓裝置采用臥式雙作用柱塞增壓泵,不均勻系數為13%。并安裝壓力檢測裝置,將檢測到的壓力顯示在壓力表上,以便操作人員對工作壓力進行監控和調節,滿足噴丸所需的工作壓力。
(3)供丸系統
在進行后混合水射流噴丸強化時,需向噴頭的混合室流 內均勻、連續、統精確地給彈丸,因此要求其管工作可靠、不堵塞以及定量供丸、連續供丸。設計中采用以壓縮空氣為動力、可以實現大流量供給的干丸供給系統。該系統由空氣壓縮機、油水分離器、氣閥、貯丸罐、彈丸閥、供丸管等組成,如圖1所示。其中油水分離器是分離壓縮空氣中凝聚的油分和水分等雜質的裝置,使壓縮空氣得到凈化,減少空氣、彈丸混合流的含水量;貯丸罐為倒錐形,可以保證彈丸供給通暢、不易堵塞;氣閥控制空氣流量;彈丸閥控制彈丸流量。


(4)控制系統
控制系統是控制水射流噴丸強化裝置中各軸的運動以及供水系統、供壓系統、供丸系統的工作,并控制噴丸強化過程中各個參數,以實現對金屬零部件的精確噴丸,使其得到預期的強化效果。
設計中考慮對回轉工件的噴丸強化,機床具有X、rZ軸以及繞工件轉動的回轉軸,因此其控制系統應具備四軸三聯動的功能,并可實現對供水系統、供壓系統及供丸系統的精確控制。綜合考慮上述要求及性價比等,設計中采用國產華興WA-320W型數控系統作為后混合水射流噴丸強化裝置的控制系統。
3結構設計
(1)工作臺
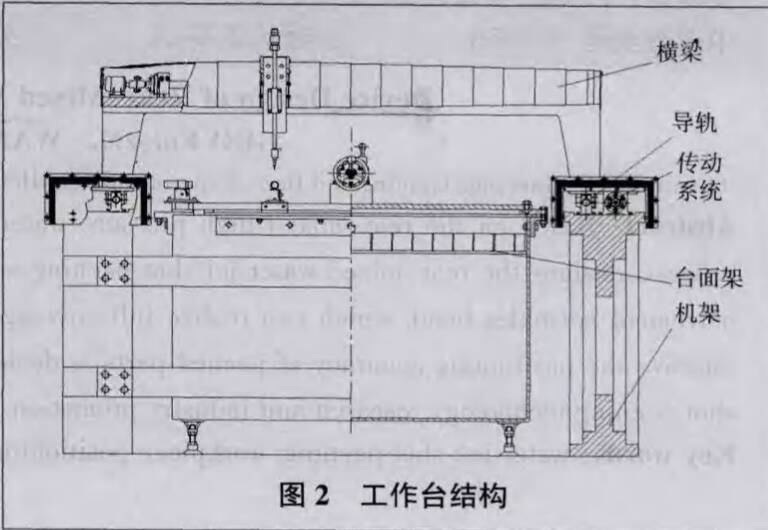
工作臺是后混合水射流噴丸強化裝置的主體部分,設計中工作臺采用具有噴丸效率高、跨距大、剛度高的噴頭運動式龍門結構。整體結構主要由左右龍門架與橫梁、工作臺面與回轉機構、動力元件、傳動系統、防護罩及工件定位裝置等幾部分組成。整個工作臺具有X、Y、Z軸以及繞工件轉動的回轉軸B軸,可實現四軸三聯動,如圖2所示。
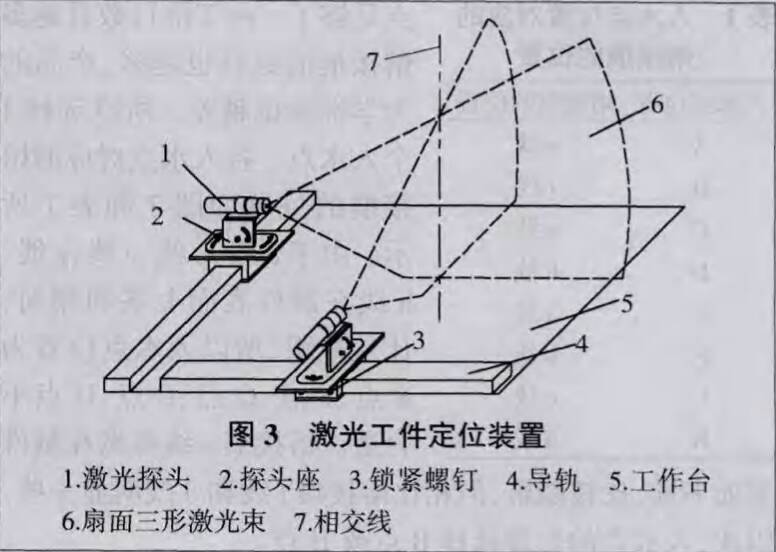
由于噴頭上的彈丸噴嘴為脆性材料制成,不能與受噴工件發生直接接觸,因此不易對正起噴位置,所以容易導致實際噴丸位置與理論噴丸位置存在誤差。為減小或消除這種誤差、實現噴丸效果,本文首次設計了能夠應用于工業生產的激光工件定位裝置,如圖3所示,主要由激光探頭、探頭座、導軌和鎖緊裝置等組成。其工作原理是當受噴工件安裝并固定在工作臺面后,沿導軌4分別移動X向和Y向上的探頭座2,使激光探頭1發出的扇面形激光束對準起噴位置,然后控制噴頭移到兩激光束所相交的位置,當兩個激光探頭發出的扇面形激光完全被噴頭遮住時便完成了工件的定位。
(2) 噴頭
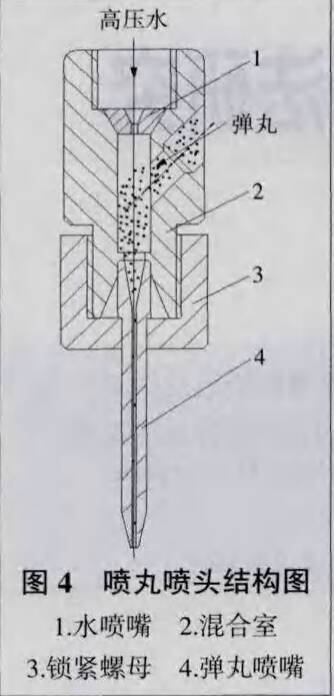
噴頭是水射流噴丸強化裝置中重要的組成部分,其性能優劣和使用壽命的長短直接影響著噴丸強化的效果和經濟效益。后混合水射流噴丸噴頭主要由水噴嘴、混合室和彈丸噴嘴三部分組成。綜合考慮能量傳輸效率、射流密集性及加工難易性等因素,將噴頭設計成單射流側進式結構,如圖4所示。其基本工作原理是,高壓水通過中間管路經水噴嘴1噴出高壓水射流,彈丸由空氣壓縮機為動力源的供丸系統送至噴頭的混合室2內,并在混合室內與水射流摻混和能量交換,經彈丸噴嘴4噴出,形成彈丸射流。
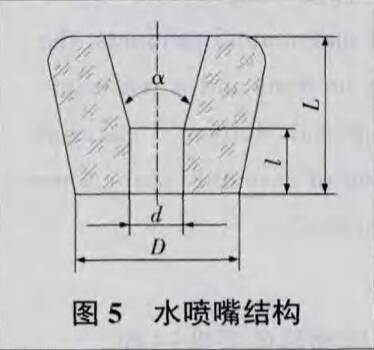
水噴嘴是高壓水的壓能轉變為動能的唯一零件,考能量傳輸效率、耐磨性、水噴嘴是高壓水的壓能轉變為動能的唯一零件,考慮能量傳輸效率、耐磨性、加工難易性及使用成本等因素,將水噴嘴設計成圓E收斂形, 采用人造紅寶石制成,如圖5所示,其中收斂角a=13度 .d=0.33mm,l =0.8mm, L=2mm, d =2mm。
彈丸噴嘴的結構形式與水噴嘴結構相近,并適當加長了圓柱段的長度。彈丸噴嘴直徑過小,不僅磨損嚴重,而且還會影響混合室內的真空度,嚴重時甚至被彈丸堵塞;彈丸噴嘴直徑過大,射流擴散嚴重,而且還有可能造成空氣由彈丸噴嘴流入混合室,破壞混合室內的真空度,影響彈丸與水射流的混合效果,進一步加劇彈丸射流擴散。設計中采用碳化鎢硬質合金作為彈丸噴嘴材料,彈丸噴嘴長度為77.5mm,彈丸噴嘴直徑為0.8mm
4結語
本文在滿足安全可靠、使用方便、經濟環保等要求的基礎上,設計了可對板類、軸類及曲面類金屬零部件實現全覆蓋率噴丸強化的后混合水射流噴丸強化裝置。供水系統采用具有粗、精雙重過濾的過濾器對后混合水射流噴丸用水進行過濾并檢測其pH值;供壓系統采用臥式雙作用柱塞增壓泵為增壓裝置,并安裝壓力檢測裝置檢測工作壓力;供丸系統采用以壓縮空氣為動力的干丸供給系統,實現了工作可靠、供丸均勻、不堵塞、定量供丸和連續供應彈丸;控制系統采用可實現四軸三聯動的華興WA-320w型數控系統;工作臺設計為噴頭運動式的龍門結構,具有X、Y、Z軸和繞工件轉動的回轉軸4個基本坐標軸,并首次設計了可提高工件定位精度的激光工件定位裝置;噴頭為結構簡單、體積小、易于加工、射流穩定性較高的單射流側進式噴頭,水噴嘴采用由人造紅寶石加工成的圓錐收斂形結構,收斂角為130,彈丸噴嘴采用具有高硬度和耐磨性的碳化鎢硬質合金制成,長度為77.5mm,直徑為0.8mm。
噴拋丸設備、噴丸強化技術服務,182 0189 8806 文章鏈接:http://www.wwwbaihe0.com/1484/
 微信聯系咨詢
微信聯系咨詢 