我們定制生產高壓空化水射流噴丸機設備,可用于高校抗疲勞實驗室、噴丸強化研究所以及企業生產中,文章就我司高壓空化水射流噴丸機,噴丸工藝中空化參數模擬和驗證做詳細說明,歡迎有需要的客戶聯系我們,咨詢產品情況。
空化水 噴丸工藝是用于金屬材料表 面改性的一項新技術 ,該工藝 中的空化行為涉及高速、高壓、相變、湍流、非定常 特性等復雜多變情況,對該工藝中的空化行為及沖擊壓力場分布規律的探索一直是該領域的重點和難點。利用 FLUNET6.3 流體計算 軟件對淹沒式空化射流 中噴嘴內外的流場特性進行模擬 分析,獲 得流場 內的速度、靜壓 和汽含率分布規律 ,同時使 用 Fujifilm壓敏紙對空化水噴丸工藝中沿空化射流方向上的沖擊壓力場的分布規律進行試驗測定。研究結果表明空化水噴丸 工 藝 中 的 淹 沒 式 空 化 射 流 在 縮 放 型 噴 嘴 內 外 形 成 劇 烈 的 空 化 現 象 , 空 泡 群 潰 滅 瞬 間 產 生 的 沖 擊 波 壓 力 高 達 300 M Pa 以 上 。
0前言
空化水噴丸技術是一項新型表面強化處理技 術 ,它依靠 自身的技術特點和優勢,在金屬表面改 性技術領域中引起許多學者的廣泛關注 。其工作原理是合理利用淹沒式高速高壓水射流空化后形成的 大量微小空泡群,空泡群在固體邊界附近潰滅時可 產生高達上 GPa的沖擊波壓力,利用該壓力來強化 金屬材料。目前的研究結果已經證明了該技術和 其他噴丸技術一樣能在金屬零部件的近表形成壓縮 殘余應力層,同時改善微觀組織結構 ,進而提高零 部 件 的 疲 勞 壽 命 。 但 是 該 工 藝 中 的 空 化 行 為 涉 及 高速、高壓、多相、相變 、湍流、非定常特性等復 雜多變情況,因此對該工藝中的空化行為及沖擊壓力場分布規律的探索一直是該領域的研究熱點。易燦等19設計研制了圍壓下自振噴嘴,通過試驗研究表明該噴嘴的最大起始空化數可以達到1.67,而普通錐形噴嘴最大值僅為0.54,李疆等用數值模擬的方法計算出空泡在近固壁面附近潰滅時產生的微射流的速度可達到v=200 m/s,并利用水錘方程求解微射流在壁面所產生的壓力高達到300 MPa,鄧松圣等應用K-6湍流模型并采用SIMPLEC算法對角型噴嘴的空化流場進行了數值模擬,并驗證了模擬結果的正確性。盧義玉等用Standard K-e, RNGK-e和Standard K-c湍流模型對縮放型噴嘴內部流場進行了數值模擬,結果表明RNGK-w模型最適合對縮放型噴嘴內部流場的數值模擬。SAHAYA等通過對鋁合金沖蝕試驗,發現了在油空化射流沖擊區域中,由于空泡潰滅產生的微射流,作用在材料表面產生沖擊壓力,超過了材料的屈服強度,可在材料表面產生沖蝕影響。QIN等基于RayleighPlesset氣泡動力學方程建立縮放型噴嘴的內流場的動力學模型,并采用變時間步長求解高非線性二階差分方程,獲得精確的空化泡生長、潰滅和回彈等結果。董星等模擬了不同壓力作用下水射流在2A11鋁合金材料表層產生的殘余應力場,選取射流的噴丸壓力為60~120 MPa,到目前為止,關于空化水噴丸工藝中空化行為的相關研究結果還鮮有報道。本文擬采用FLUNET6.3流體計算軟件,利用RNG Ke模型和SIMPLEC算法對空化水噴丸工藝中的空化行為進行數值模擬,同時利用富士壓敏紙對空化水噴丸工藝中沖擊波壓力大小和分布進行試驗驗證。
1數學模型
1.1 物理模型和網格劃分
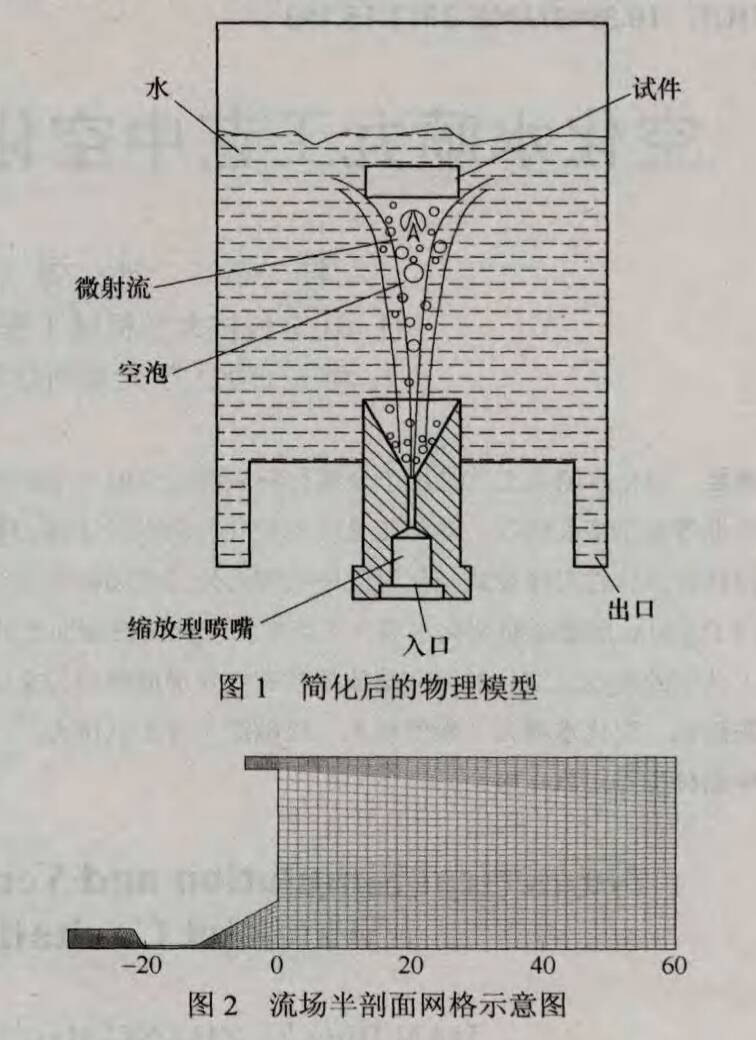
在空化水噴丸工藝中常溫水通過高壓柱塞泵加壓后,再通過放縮型噴嘴射入充滿水的容器中形成淹沒式高壓水射流,在射流方向上產生劇烈的空化現象,靠微空泡群在金屬材料表面潰滅時產生的沖擊波壓力來強化材料的表面,其簡化后的物理模型如圖1所示,主要包括高壓水入口、縮放型噴嘴、常壓出口和充滿水的空化工作四部分構成。
為縮短計算時間,縮小了模擬空化容器的體積,其尺寸為中60 mmx60 mm。設定空化射流的工作區域和噴嘴的形狀成軸對稱,因此只需要取1/2的物理模型體積進行離散化。如圖2所示,在噴嘴的收縮段、擴散段以及噴嘴出口段進行網格局部細化。
經初步計算分析,物理模型劃分為25 804個四邊形網格,采用二階迎風格式對控制方程進行離散。
1.2邊界條件
參照空化水噴丸工藝中常用的工藝參數和實際工況環境,對模型進行了相應簡化,并施加如下邊界條件。
(1)入口邊界條件為壓h入口, p1=32 MPa,入口直徑d=6mm。
(2)出口邊界條件設為壓力出口, p2=1.013×10五次方 Pa,出口直徑d2=2 mm
(3)軸線上邊界條件取徑向速度v=0;固體壁面條件,壁面上滿足無滑移條件,采用壁面函數法對近壁區處理。
(4)水流溫度恒定,室溫取300 K.
2 模擬結果
數值模擬中采用湍流模型k-e中的RNG模型處理粘度項, SIMPLEC算法對壓力速度進行耦合,選擇合適的松弛因子后,進行數值模擬。
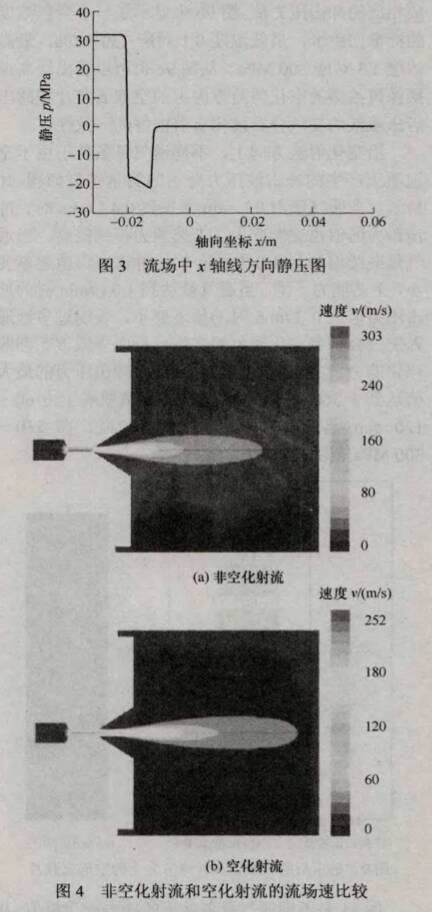
模擬后的流場中沿x軸線方向上的靜壓分布如圖3所示,在噴嘴的喉部(x-0.020~-0.012 m區間內)有明顯的壓降,最大壓降約-20 MPa,隨后壓力又恢復到噴嘴出口處的壓值1.013×10五次方 Pa。如果存在微小空泡核沿著噴嘴流動,它必然會經歷噴嘴處的壓力變化,導致空化泡的產生和潰滅。
圖4是非空化射流(未考慮空化現象)和空化射流的速度場的對照圖。從圖4可以看出,二者的速度場分布規律基本相同,后者在數值上略大于前者,在分布上略廣與前者。兩種模擬結果的流場速度分布在噴嘴縮放段速度梯度較大,并且速度變化明顯;
在離開噴嘴出口之后,流體出現一個等速流核區,并且在垂直于軸向方向存在明顯的速度梯度變化;在等速流核區末尾,流體速度迅速降低。
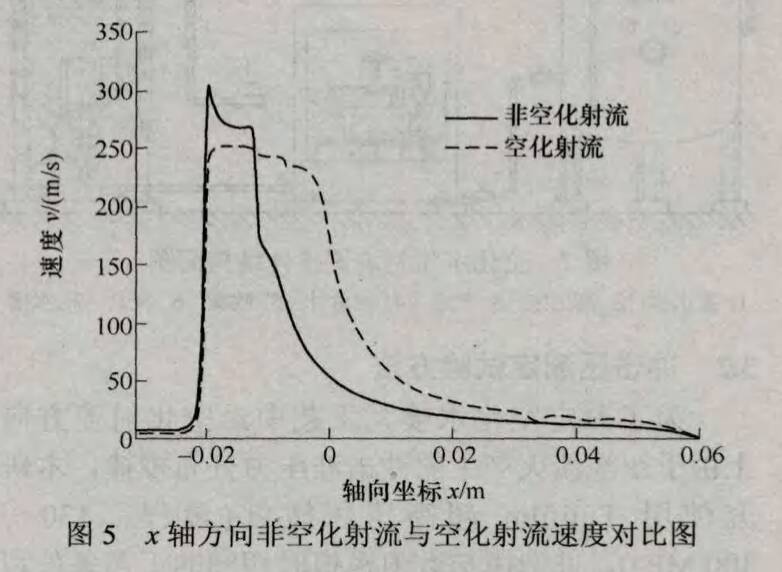
由圖5中可以明顯看出,在淹沒式非空化條件下,水射流的速度衰減得很快。這就意味著如果在水噴丸工藝中使用傳統的水射流噴丸工藝,周圍的水環境不僅會造成水射流的速度嚴重衰減,還會影響射流的有效距離范圍,進而降低水噴丸能力和水射流的效率。但在空化條件下,空化射流的速度相心區比水射流長;另外,由圖5中還可以觀察到,在坐標0點以后沿x軸線方向,在相同坐標位置空化射流所對應的速度值都明顯大于非空化射流的速度值。
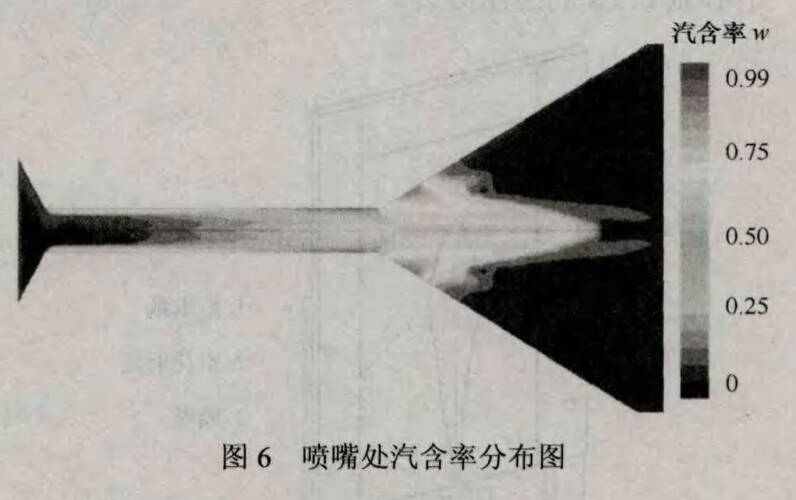
由圖6中可以看出,在噴嘴擴張段處明顯發生了空化現象,這與空化通常發生在穩定空泡的下游相吻合,因為水流從入口的收縮段到噴嘴中間位置,流速逐漸加大,導致壓力驟減,進入噴嘴擴張段后,流速突然降低,在擴張段壁面附近由于突然擴張而產生一個低壓區,空泡得以滯留。但由于突然產生的漩渦,導致流體流動的連續性被破壞,空泡的體積濃度急劇增大,在擴張段壁面附近的最高汽含率達到0.99。
3試驗研究
3.1試驗裝置
試驗研究中使用的空化水噴丸裝置主體結構如圖7所示,主要包括蓄水罐、高壓泵、氣泵、豌量計、噴嘴、工作水槽、夾具等部分。蓄水罐中的水通過高壓泵(最高壓力為32 MPa,常用流量為16 L/min)進行加壓后通過噴嘴射入工作水槽(水槽內水為常溫常壓狀態)中,形成垂直淹沒式空化射流。該工藝的主要工藝參數包括工作壓力、通氣量、噴嘴直徑、噴射距離、噴丸時間等。
3.2 沖擊壓測定試驗方法
為了測定空化水噴丸工藝中沿空化射流方向上由于空泡潰滅產生的沖擊波壓力分布規律,本研究使用Fuijfilm超高壓壓敏紙(量程: 130~300 MPa),并選用與數值模擬時相同的工藝條件和試驗環境進行試驗測定。壓敏紙由聚酯纖維材料基底層、成色層和含顯色材料的微膠囊層復合而成。
當沖擊壓力p作用在壓敏紙上時,造色層中微膠囊發生破裂,成色層吸收微膠囊中的顯色物質并發生反應而形成濃度不均的紅色斑點,利用FPD-30SE顏色指示器(專用濃度計)和FPS-307E軟件(專用壓力換算軟件)可以將壓敏紙的變色濃度轉化為相應的壓力值。測定方法如圖8所示,將感壓紙密封粘結在專用夾具上,然后豎直置于空化射流工作區域中心做t=5s的感壓處理。
在空化水噴丸工藝中工作壓力、噴嘴直徑、流量等工藝參數通常保持恒定,通氣量、噴丸時間、噴射距離是可調的工藝參數,而通氣量是影響空化射流方向上沖擊波壓力大小的關鍵參數,因此試驗中對不同通氣量(0 L/min,0.2 L/min,0.4 L/min0.6L/min, 0.8 Lmin, 1.0 L/min)條件下的沖擊壓力分布進行測定。
3.3試驗結果分析
感壓后的壓敏紙如圖9a所示,當受到沖擊壓力的作用后,壓敏紙上形成了一個火焰狀濃度不均的紅色區域,利用FPD-30SE專用濃度計對壓敏紙的變色濃度進行讀取、量化和記錄,直接利用FPS-307E專用壓力轉換軟件將對應的濃度值轉化成相應的沖擊壓力值。圖9b中顯示了一個變色濃度的標準比色卡,最低濃度0.1對應130 MPa,最高濃度1.3對應300 MPa,從圖9c也可以看出用高速攝像機拍攝的空化射流方向上的空泡云照片和感壓后壓敏紙的變色分布規律有著很好的一致性沿空化射流方向上,不同通氣量條件下由于空泡潰滅產生的沖擊波壓力分布的測量結果如圖10所示。當通氣量由0L/min增加到0.4 L/min時,沖擊壓力的值也逐漸變大,工藝能力得到提高。當通氣量繼續增加到1.0 L/min時,沖擊壓力值逐漸變小,工藝能力下降。當通氣量達到1.0L/min時的沖擊壓力值比0L/min時的值還要小,表明過多地通入空氣會抑制空化現象的產生,反而降低該工藝的強化能力。當通氣量為0.4 L/min時沖擊壓力的最大值達到了300 MPa,射流方向上距離噴嘴上方60-120 mm范圍內的沖擊波壓力值較高,在250-300 MPа范圍內。
圖11是不同通氣量條件下的沖擊壓力極值,從圖11可以看出通氣量在0.2~0.6 L/min范圍內,測得沖擊壓力極值都在270 MPa以上,說明該工藝范圍具有較強的工藝能力。當通入空氣量達到1.0L/min后沖擊壓力的極大值下降到145 MPa,比通氣量0L/min時還低35 MPa。
4 結論
(1) 采 用 湍 流 模 型K-e中的RNG模型適合空化水噴丸工藝 中縮放型噴嘴 內外流場的數值模擬 ,可 獲得流場的速度和汽含率分布等。
(2) 在 噴 嘴 的 喉 部 處 產 生 約 -20 M Pa 的 壓 降 , 可促進空化現象的發生 ,同時在噴嘴擴張段處 由于 壓 力的降低和噴嘴形狀 的改變也加劇 了空化現象的 產生。
(3)利用壓敏紙測定沖擊波壓力分布的試驗結 果表 明空化水噴丸工藝中沿空化射流方 向上 由于空 泡潰滅產生的沖擊波壓力值最高達到 300MPa。
(4) 通 入 適 量 的 空 氣 可 以 促 進 空 化 現 象 的 發 生,提高空化水噴丸的工藝能力。試驗結果表明最 佳 通 氣 量 在 0 .4 L /m in 左 右 , 當 通 氣 量 超 過 1 .0 L /m in 后對空化現象產生抑制作用 。
我司可根據客戶要求,為客戶提供高校實驗室、研究所,工業生產用空化水射流噴丸強化機,歡迎了解。
噴拋丸設備、噴丸強化技術服務,182 0189 8806 文章鏈接:http://www.wwwbaihe0.com/1477/
 微信聯系咨詢
微信聯系咨詢 





