隨著對型材 的表面處理 質量要求的不 斷提 高 . 型材表面預處理的工序得到越來越廣泛應用 用 于型材涂漆前的清理 .清理后的型材無銹蝕物 。 露出金屬原色并且無灰塵 .但是該設備的除塵效 果一直不能令人滿意.一是工作時不僅車間灰塵 飛揚 。工件清理后沾附灰塵很多。影響后面的噴 漆防銹效果 :二是噴漆小車軌道上的八塊滑塊每 天損壞 3塊 4塊 。不 能正常工作 。噴 漆工序 的小 車軌道變形嚴重:三是前、后密封室密封彈簧鋼 板橡膠簾受熱易變形 。彈丸從前、后兩端密封室 1:3飛濺出來.影響工作的人員安全。通過多年來 的設計經驗積累.將以上三種問題成功解決如下。
1 通風除塵的改進
通風 除塵的 改進有 以下兩種 方式
(1) 加 大 除 塵 管 道 管 徑
筆者通 過多次 觀察分析 。結合 除塵通 風計算公式,先從設備的總通風量算起。經計算證明總風量及風壓包括管道都無問題 .經過再次查找以及用煙氣做實驗發現 :吐出的煙霧在清理室體頂部很快就排出。而在清理室下部煙霧流動很慢,由此可知 :由于設 備尾部 設高壓 風機 用于 吹去型材上的彈丸.同時產生的風攜帶大量灰塵吹向清 理室內 .而清理 室內的排風 El位 置在清理 室頂 部.在清理室上部排風的流速較快。排風口距離 被清理的型材大約有1.5米.在此距離內排風的 流速相對 明顯變慢 。攜帶的灰塵不能及時排除 . 被高壓風機吹來風吹向清理室的前部 。從進口排出 這就是 灰塵飛 揚的原 因 經檢測清理室體頂部風速為0.4米/秒。下部為 0.18米 /秒,風速相差很大 。而設計風速為 0.l3 米/秒。
要解決這個 問題 .必須加 大此處 的風速 。而 加 大風量不 但要換 電機 風機等 .管道直 徑還要 加大。成本較高。
經 研 究 , 筆 者 決 定 將 原 有 的 排 風 El徑 縮 小 。使 0 .4 米 / 秒 的 風 速 降 低 . 在 清 理 室 體 的 下 部 增 加一 排風 口,用于下部風量的排出.新開排風口加 縮小的原排風13的截面積等于原排風31截面積. 這樣電機風機等仍可使用 經過計算僅僅是風機 的風壓 增加 了 30Pa,但是仍在允許范 圍之 內。 不影響使用。原排風 口處的管道風速經計算雖稍 慢了些,但是仍在19米/秒(風速應在18米/ 秒 ~22 米 /秒 , 可 以 使 用 。
經過幾年的使用 。事實證明改造效果很好 。 車間內部不再塵土飛揚,達到環保要求,工件清理所帶來的灰塵也達到了下一步工序清理的要求。
(2)在密封室底部增加除塵風口
經觀察發現,在尾吹風機工作時.高壓風機在通過被清理工件的間隙吹到機器的底部 .而機 器的兩個除塵口都在機器的頂部.底部沒有除塵 口.所 以底部 的粉 塵就會 從底 部的前端 溢處 找 出原因后 .筆者在機器密封室底部增加了一個除 塵口。這樣底部的粉塵就會被除塵器吸出。改進 后,機器的除塵效果有了很大的改觀。經檢測達到了環保標準。
2 噴漆小車車輪數量的改進
型材預處理線中設有噴漆機,噴漆槍安裝在噴漆車上,由八塊帶軸承的滑塊(前后兩組,各四件)帶動噴漆車在各長五米的上下兩導軌上做高速往復運動,實現對清理后的型材噴漆。
由于噴漆車上的八塊滑塊每天損壞3塊~4塊,不能正常工作,導致產品遲遲不能驗收,筆者對出現的現象進行逐點分析,發現在中間位置軸承的損壞頻率最高,而且軸承損壞的現象很有規律,都是軸向將軸承拉錯位而損壞,這一規律說明該位置肯定存在產生非正常軸向力的因素。而這個問題就在滑塊和導軌兩零件范圍內,經分別檢測,結果證明是上下兩導軌出現相對變形,其變形量達三毫米, (后來查明該大型焊接工件未進行時效處理)造成滑塊軸承軸向力過大,導致運行很短時間就將軸承內套軸向拉出。
另外由于各導軌橫截面是圓形的,輪子與導軌接觸后可圍繞導軌旋轉,就更提供了有利條件。最終,筆者提出撤掉2號、3號兩塊滑塊,將剩余1號、4號滑塊的軸承加大一個型號(加大軸承型號是為了確保承載力)。這樣符合”兩點成一線”的原理,也就是上述分析中提到的解決上下和旋轉定位即可。由于撤消了中間的第2、第3點的兩件滑塊,原有的軸向力也就自然不起作用,那么整個導軌工件也就完全不需要修整了。
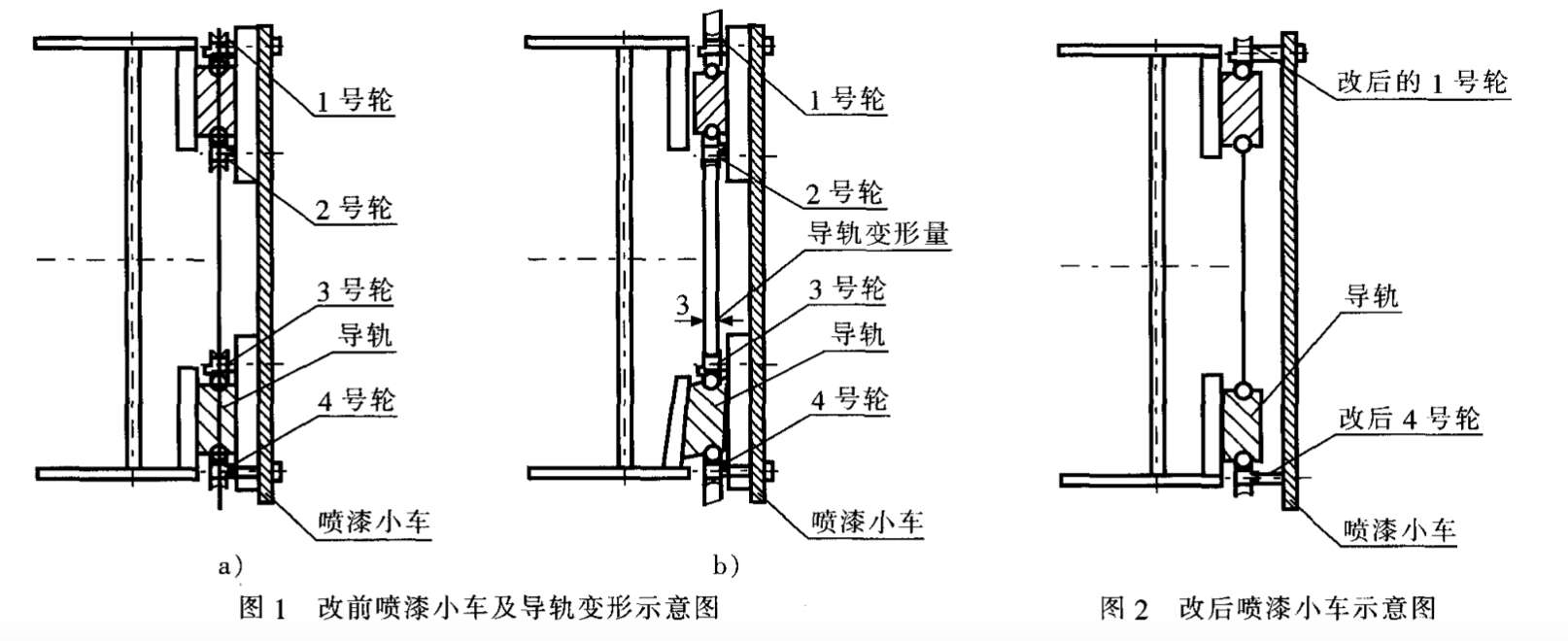

問題已經 出現 ,導軌由于結構問題不可能修 復,要更換費用太大,生產周期長, (全長五 米,重約300千克,還要六米龍門刨加工)為 了找 到 合 適 的解 決 辦 法 ,筆 者 對 整 體 結 構 進 行 分 析,認為該結構屬“過定位”。“過定位”就是 定位點數超過 了六點 ,出現多余的約束 ,那么 多余的定位點要么無用 .要么就起壞作用 .很 難達到恰到好處的程度 。本身就容易產生問題。 何況現 在又出現變形 。要解決導軌 變形這個 因 素 ,完全可以采用消除過定位的辦法來解決。
按 圖 1、 圖 2 (僅 畫 出 一 端 的 輪 子 ) 分 析 : 該結 構只需 限制上下 和圍繞 1號輪 的旋轉 兩個定 位即可。那么1號輪就可解決上下定位、4號輪 就可解決圍繞 1號輪的旋轉定位 (考慮到運行中 的穩定性 ,4號支撐點采用輪式也是可 以的 ), 在此滿足定位的情況下再加 2號輪、3號輪應該 說屬多余的了.也就是過定位了。
經過一年多的使用.證明改造后的結構其精度、性能、壽命完全滿足了使用要求 現在該結構設計已應用到其他產品中去該問題的改進為用戶減少了損失 .也挽回了更換導軌產生的費用。
3 前 、后 密封室密封 簾材質 改進
前、后密封室彈丸的密封問題。尤其是清理大型、異型工件的通過式清理設備的進出口密封,多年來國內整個鑄造機械行業基本都是采用由很多條組合材料組成的密封簾進行密封(見圖3)。
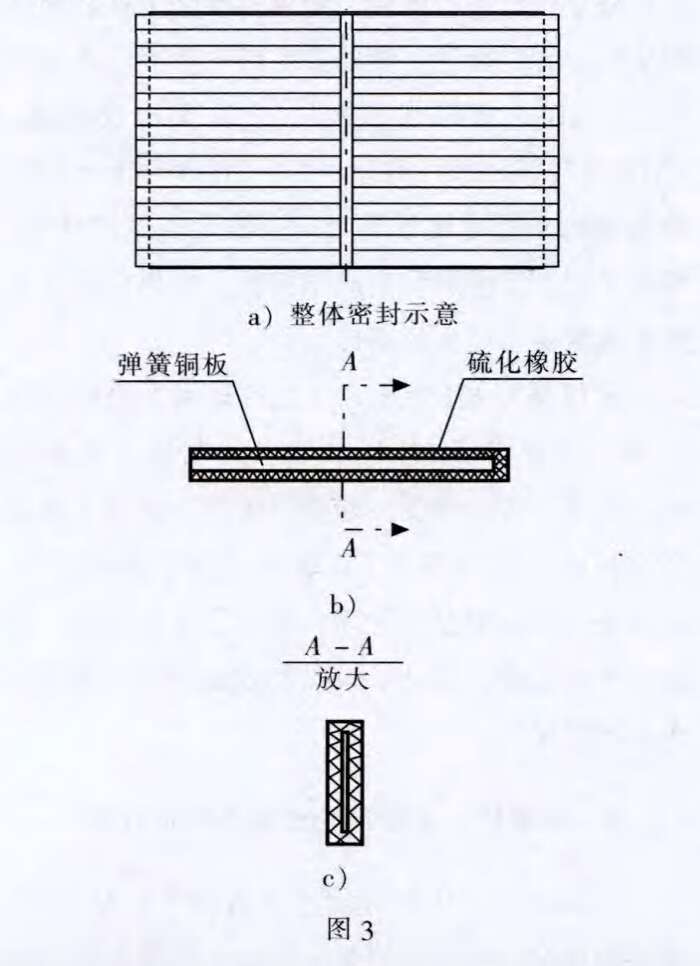
這種密封條是在彈簧型材條上外包硫化橡膠后形成,不但成本高自身重,易下垂,而且由于橡膠硫化中的加熱,再加上使用中的頻繁碰撞擊打,所以使用時間不長,密封條很快就七歪八斜而且下垂,導致無法密封,高達73米秒的鋼丸到處飛濺。對密封條的形狀材質進行過多次研究,發現一種新型材料PC板(聚碳酸酯,耐力板),經過折彎、拋打試驗各方面性能都較好,耐用不變形(見圖4)。
該材料還可替代冷光源燈防護罩上的普通玻璃,具有透光性較好,解決了普通玻璃易碎的問題。現在已經在其他產品上得到采用。
我司生產通過式型材拋丸預處理線,案列多,產品質量可靠,歡迎了解。
噴拋丸設備、噴丸強化技術服務,182 0189 8806 文章鏈接:http://www.wwwbaihe0.com/1469/
 微信聯系咨詢
微信聯系咨詢 