連續通過式擺床拋丸清理機是單體缸蓋鑄件毛坯清理生產線中的關鍵設備。主要介紹了其構成、 結構特點 、工作 原理 、性能特點 ,并總結了其投產后 的使用效果 。

一、擺床拋丸清理機設備構成及主要結構特點
1.1 擺床拋丸清理機沒備構成
擺床拋丸清理機主要由擺床體、進出件裝置、丸砂回收分離供給補充系統,除塵系統,驅動裝置、氣控裝置、電控系統、非標鋼結構等組件.
1.2設備主要結構特點
(1)擺床及拋丸室(見圖2)
多角形截面槽體有利于通過的鑄件毛坯充分翻轉,最大可能的使鑄件的所有表面受到丸料的拋打,兩端采用迷宮式密封,有效防止丸料向外飛濺。
內襯護板采用可更換的軋制Mnl3 板拼成,由簡單的夾板固裝在擺床體上,具有使用壽命長,便于安裝、固定、調整、更換等特點。此外,內襯護板上有開孔,便于丸料回收。
擺床的外圓面裝配兩個圓型軌環,安裝在四個耐磨塑料支撐滾輪上,在前端的下側固定耐磨塑料托輪組,以防止傾斜擺床沿軸向移動,結構簡單、支撐可靠。
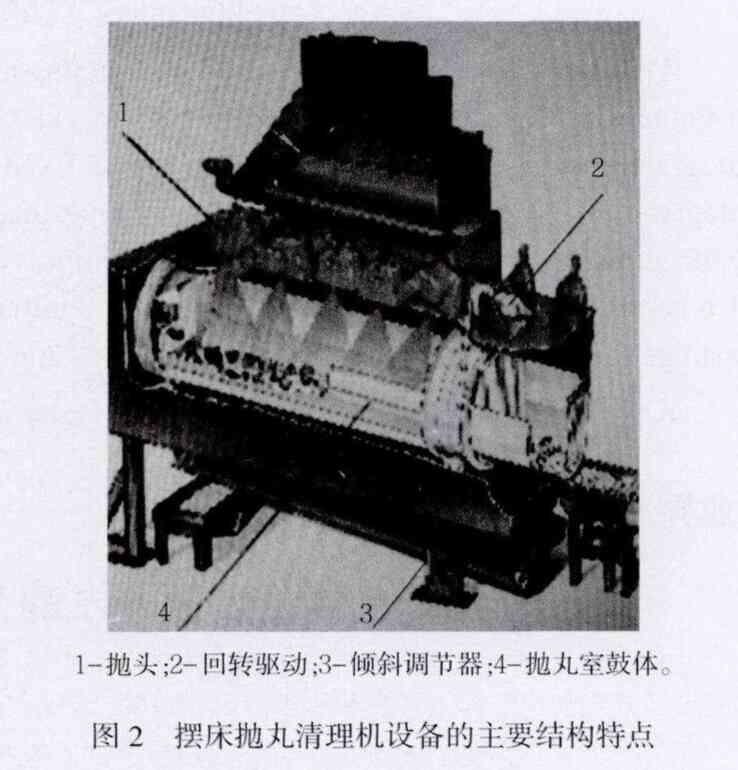
(2)拋丸器(見圖2)
拋丸器采用懸臂離心式結構,具有拋射速度高、拋射量大的特點,能夠顯著提高拋丸效率。經過計算機的三位動態模擬設計,拋丸器布置在室體的頂部,順序排列,鑄件通過拋射區后,可以達到拋丸器最大的效率。
(3)驅動、傾斜裝置(見圖2)
床體 的搖 擺動作 由等扭矩 、可連續變頻調速 、 沖擊小 的減速電機驅動 ,動力 的傳輸采用安裝在床 體圓周上的滾子鏈條完成。床體 的前端有兩個升降 絲杠,由減速電機驅動,可實現傾斜角度調整,方便易行。
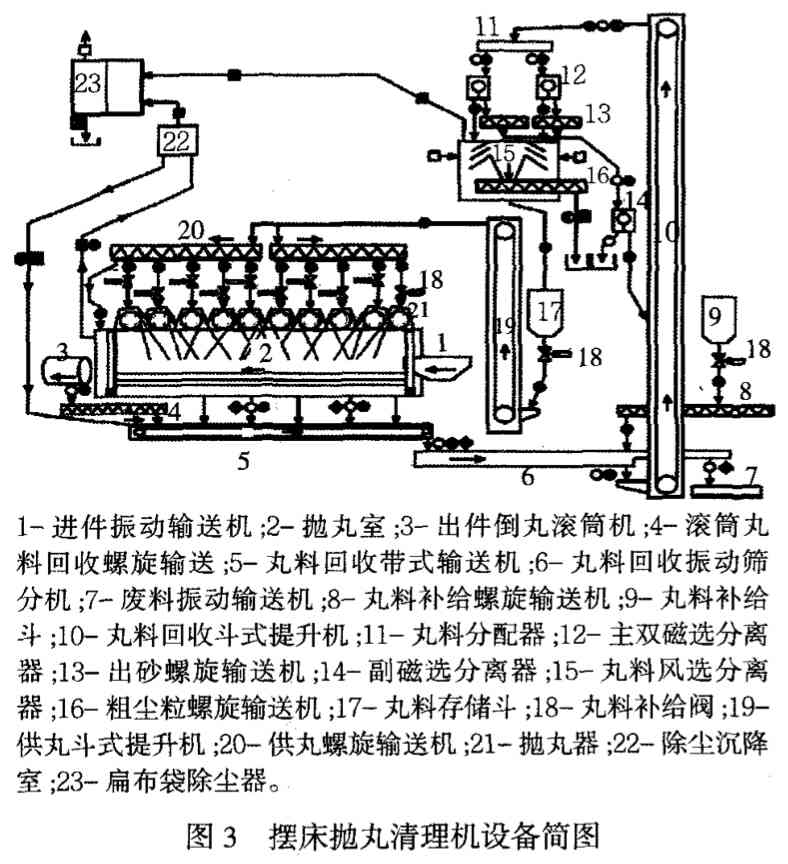
(4)丸料循環系統 (見 圖 3)
拋丸器 的供丸閘門為氣控閥控制 ,與其配套的 電動推桿用 于丸量的調整 。螺旋輸送機、皮帶輸送 機 、振 動輸 送篩分機 、斗式提 升機等組成丸料 回收 系統 ,收集拋丸后產生的丸料混合物。分離系統 由 主雙磁選分離器和副磁選分離器組成。分離系統將 丸料混合物 中的合格彈丸分離出回用。丸料補給裝 置將新 的丸料補充消耗掉的丸料 ,這就保證 了供丸 系統中有足夠的丸料量 ,補充信號是 由料斗料位計傳送來的。
(5)進件與出件
縱向進件振動輸送機為通過式擺床供件,其安裝在 彈簧上 ,由免維護振 動電機驅動 ,內襯采用軋 制 M nl3 鋼 板 、低 噪 音 設 計 。 出 件 是 通 過 旋 轉 倒 丸 滾 筒 ,內 襯 采 用 軋 制 M n l3 鋼 板 制 作 ,開 孔 并 焊 有 板 條用來漏丸和翻轉工件 ,滾筒 的旋轉速度根據工件 的外形 、倒丸的難易和產量由變頻器調節 。
(6)其它
周邊增設 隔音罩 ,降低設備對周邊環境的噪音 影 響。除塵器采用高壓氣脈沖布袋式 、沉降室與過濾室集成技術 ,過濾效 率高 、占地面積少 ,系統 中塵 粒經過多次沉降 ,延長了除塵布袋 的使用壽命。電 控系統采用西門子彩色觸摸屏、PLC輸入,編程采 用 FUP,用 戶 界 面 采 用 W inCC Flexible設 計 ,裝 備 調 制 解 調 器 和 Ts 適 配 器 以 便 于 今 后 的 遠 程 維 護 。
2 設備的工作原理及性能特點
2.1 設 備 的 工 作 原 理
冷卻后 的單體缸蓋毛坯經機械化輸送 ,連續加入本設備 的縱向進件振動輸送機 ,為通過式擺床供 件。毛坯鑄件連續進入擺床內 ,并在擺床的推動下 邊 翻轉邊向前輸送 ,同時安裝在擺床頂部 的拋丸器 拋出高速彈丸拋打在工件表面。最后清理完好的毛 坯鑄 件經設 備尾部及 出料滾筒倒 丸后輸 出到后續設備。
拋出的彈丸 、工件上 的落砂及碎鐵渣等經回收系統收集過篩后 ,由提升機提升到帶風選雙磁選分 離器 中進行分離 ,清潔后 的彈丸再分配給拋丸器循 環使用。輸送機 、拋丸室及分離器等處產生的含塵 空氣經扁布袋除塵器過濾處理 ,凈化后的空氣排人 大氣中。
2.2 設備性能特點
(1)清 理 工 藝 先 進
拋丸清理是現今最先進的鑄件表面清理工藝, 其原理是利用拋 丸器拋 出的高速 彈丸清理或強化 鑄件表 面,同時還能對鑄件進行部分落砂和除芯 , 它不僅能清除鑄件表面氧化皮和粘砂 ,同時也 是鑄 件后續處理及質量檢查前不可缺少 的準備工序 ,也 是發現鑄件表面缺陷的必不可少的工藝手段。
(2)便于調整 ,適時滿足造型線生產節拍要求
單體 缸蓋鑄件毛坯利用全 自動靜壓造型線大 規 模 生 產 ,最 大 生 產 率 800 件 /h,鑄 件 毛 坯 品 種 改 變會引起造型線生產率的改變 ,要求該設備的表面 處理能力也相應變化 。
根據進料振動輸送機上 的控制 門檢查鑄件毛 坯 的通過 量 ,調整該設備拋丸室體 的傾斜角度 、擺 動頻率及擺動范 圍和拋丸器 的拋 丸量可 以設置多 種運行模式 以供選擇 ,適時滿足造型線的生產率 , 確保整個拋丸區域毛坯均布和合適的拋丸量。
(3)符合清理線的設計要求
單體缸蓋鑄件毛坯從造型線落砂機捅箱落砂 出來后 ,經機械化輸送 和冷卻、澆注系統及出氣針 清除后 ,直接連續進入該設 備 ,經該設備拋丸表面 清理后 自動輸送 出,期間鑄件不落地 、不增加其它 轉運過程 。
(4)滿 足 鑄 件 毛 坯 表 面 清 理 要 求
我 公 司 W D 、W P、226B 等 系 列 內 燃 機 配 置 的 單 體 缸 蓋 鑄 件 毛 坯 對 角 線 最 大 尺 寸 298 mm,單 件 帶 砂 及 澆 冒 口 余 根 質 量 28 kg。
該設備允許鑄件 毛坯最大對角線尺寸 850 m m ,最 大 通 過 量 25t/h ,鑄 件 最 大 單 件 質 量 150 kg,確保鑄件毛坯表面粘砂及氧化皮的拋丸質量。
(5)耐 磨 件 使 用 壽 命 長
與鑄件毛坯接觸 的設備面充分考慮了抗耐磨 、 抗沖擊、無焊縫組裝等合理化設計,皆采用軋制高 錳鋼材料制作內襯,且拋丸區無運動部件。
3 使用效果
(1)鑄 件 毛 坯 表 面 清 理 過 程 中 翻 滾 輕 柔 ,無 機 械損傷 ,且翻滾徹底 、均布 ,拋 丸連續 、無死角 ,表面清 理效率高 、質量好 ;
(2)全 自動化運行 ,操作工僅需選擇運行模式、 定 時巡 視運行狀態 、進行維護保 養 ,員工 的勞動強度很 低 ;
(3)適時選擇最合適的運行模式,避免拋丸器(總 功 率 450 kW )一 直 滿 負 荷 運 行 ,相 對 降 低 了 生 產 成本及功率消耗 ,設備運行至今安全可靠 ,開動率大 于 98% ;
(4)設 備 周 邊 無 顆 粒 飛 濺 、空 氣 質 量 達 標 ,距 離設 備 2.5 m 外 的 噪 音 小 于 85 dB (A ),對 車 間 工 作 環 境的影響很小;
(5)室體內襯使用壽命大于 180h,且外表美 觀 、便 于 調 整 與 檢 修 。
噴拋丸設備、噴丸強化技術服務,182 0189 8806 文章鏈接:http://www.wwwbaihe0.com/1375/
 微信聯系咨詢
微信聯系咨詢 





