高韌性鋼丸的微合金化以及等溫淬火工藝研究
分析 了目前鋼丸的使用情況和不足。通過微合金化和等溫淬火工藝,研究一種新型高韌性鋼丸。確定了合適的 化 學成分范圍,獲得正確的淬火工 藝參數(shù) ,得到以下貝氏體為主的淬火混合組織。在保證 鋼丸足夠硬度 的基礎上 ,提高了鋼丸韌性 ,保證 了鋼丸 的清理效果 ,延長了使用壽命 。
早 期 金 屬 磨 料 的 材 質(zhì) 是 白 口鑄 鐵 , 白 口 鑄 鐵 硬 度 高,但是 由于脆性大 ,易破碎 ,已經(jīng)不能適應現(xiàn)代工 業(yè)的要求,基本被淘汰。國外從19世紀50年代發(fā)展 了第二代金屬磨料高碳鋼丸,在金屬表面清理 、除銹和金屬強化等方面,迅速取代了傳統(tǒng)的白口鑄鐵鋼丸。 國內(nèi)高碳鋼丸的研究始于 19世紀 80年代,根據(jù) 國 家 標 準 GB 6484- – 86和 GB 6485- – 86 的 規(guī) 定 , 普 通鋼 丸 的 化 學 成 分 : 0.85% ~1.20~/oC, 0.40% ~1.50% Si, 0.60~/~ 1.20% M n , P ≤ 0.05% , S ≤ 0.05% 。 熱 處 理 后 的 組 織一般為回火索氏體、回火屈氏體、回火馬氏體加殘余 奧氏體。回火索氏體的硬度很低,一般為 30HRC左右 , 耐磨性不足 。根據(jù)企業(yè)要求 ,為 了提高產(chǎn) 品硬度 ,使鋼 丸硬度達到50HRC左右,有些廠家采用低溫回火,獲 得回火馬氏體加殘余奧氏體組織。雖然硬度提高了,但 是韌性低,破碎率高,難以滿足用戶生產(chǎn)的要求。
本研究是在保證產(chǎn)品有足夠硬度的基礎上 ,提高 鋼丸的韌性 ,既提高鋼丸的清理效率 ,同時又延長鋼?丸的使用壽命。通過調(diào)整鋼丸的化學成分進行微合金 化,采用等溫淬火熱處理工藝獲得下貝氏體為主的混 合組織 ,達到提高鋼丸性能 、延長鋼丸使用壽命的 目的 , 獲 得 高 韌 性 鋼 丸 。 選 擇 合 適 的 淬 火 介 質(zhì) , 確 保 奧 氏體 的轉(zhuǎn) 變溫 度和保 溫 時間 。借助 于顯微 鏡 ,觀察 鋼 丸的金相組織 ,分析下貝氏體的含量與分布。測試分 析等溫淬火鋼丸的力學性能 ,主要包括鋼丸的韌性和耐磨性 ,并與高碳鋼丸進行比較。
1 研究過程
鋼丸的生產(chǎn)工藝流程 :熔煉造粒一粗分一淬火一 精 分 一 包 裝 。
1.1 化學成分設計
在鋼丸中 ,碳元素可 以形成碳化物和固溶強化 ,提高鋼丸的耐磨性和強度。降低鐵碳合金的熔點 ,增 加鋼液的表面張力,增加成丸的分散度,減小顆粒度, 提 高 鋼 丸 的 圓 度 。 硅 元 素 的 含 量 在 0 .4 % 范 圍 內(nèi) 有 以 下 優(yōu)點,降低熔點,改善流動性,并起鋼液脫氧作用; 固溶強化提高鋼的強度 ,改善鋼 的熱裂傾 向,但是 , 含量過高時,則引起斷面收縮率下降,特別是沖擊韌 性顯著降低 ,增加鋼丸脆性 ,容易破碎 ,因此 ,含硅 量應控制在 0.60%~1.50%之間。錳元素可以與鐵元素 形成無限固溶體 ,產(chǎn)生固溶強化 ,提高鋼的強度和硬度 ;另一方面 ,可以增加流動性 ,縮小結 晶溫度范圍, 與硅一起發(fā)揮鋼液復合脫氧作用 。錳元 素可提高硅 、?鋁的脫氧效果 ,也可以與硫形成硫化物 ,去除硫的有害作用。磷元素是有害元素,雖然有較強 的固溶強化?作用 ,能提高鋼的強度和硬度 ,但是磷化物可以強烈 地降低鋼的韌性 ,增加低溫脆性 ,增加鋼丸的破碎率 , 應該嚴格控制 。硫元素也是有害元素 ,硫只溶于鋼液 中,而且在固溶體 中的溶解度很小 ,凝固過程中產(chǎn)生?嚴重的硫偏析 ,導致鋼的熱脆性 。鎢元素是碳化物形?成元素 ,提高材料的硬度和耐磨性 ,提高奧氏體穩(wěn)定 性 ,促進 C曲線右移。鉬元素類似于鎢元素 ,也是碳 化物形成元素 ,提高材料的硬度和耐磨性 ,提高奧 氏 體穩(wěn)定性 ,促進 C曲線右移。鋁起鋼液脫氧作用及細 化晶粒 ,可以提高抗氧化性能及抗氧化性酸類 的腐蝕?作用 ,在鋼液 中加人一定 的鋁 ,能夠排 除氣體雜質(zhì) , 防止鋼丸產(chǎn)生氣孔及疏松,提高致密度。通過查 閱大量技術資料,最終確定鋼 丸的成分控 制范圍 (質(zhì)量分數(shù)):0.85% 1.20%C,0.60%~1.50%Si,?0.60%~1.50% Mn,0.10%~0.45% W ,0.10%~0.45% Mo, P ≤ 0 .0 4 % . S ≤ 0 .0 4 % 。
1.2 鋼丸的熔煉造粒工藝
1.2.1 熔煉
采用中頻感應 電爐熔煉 ,準備成分 比較純凈 的碳素 鋼 廢 料 料2~3t;鐵合金:硅鐵,錳鐵,鎢鐵,鉬鐵。考慮到 鐵合金 中的合金元素含量多少 ,分別按照 目標成分進?行 配 料 , 見 表 1。
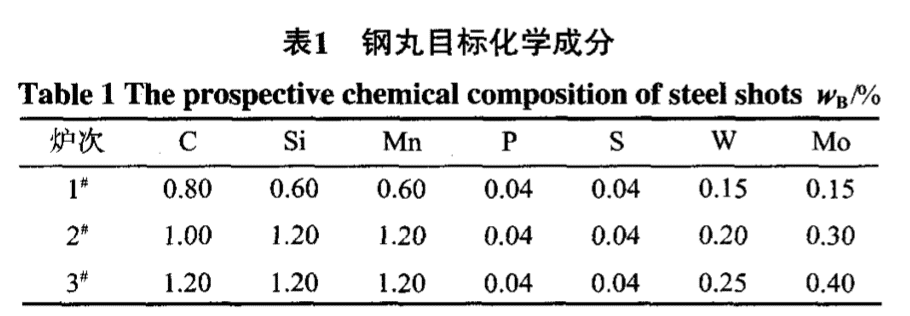
為了確保成分的準確性 ,每爐不要熔煉太多 ,1t 左 右 為 宜 , 出 鋼 溫 度 ( 1 6 0 0 +_ 3 0 ) °C , 注 意 脫 氧 處 理 。分別按照三個 目標成分 各熔煉 1t鋼液并進行造粒 。
1.2.2 造粒
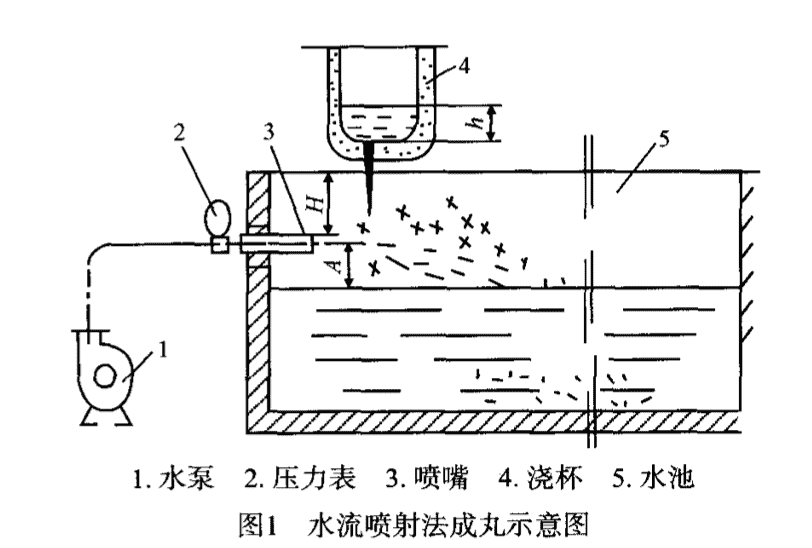
采用高壓 噴水 裝置進 行造粒口],造粒 前注 意把水 池 中的其他鋼丸清理干凈 ,不要與其他鋼丸混淆。對應 上述三種目標成分鋼液分三組 1、2、3造粒,并且分類保存。
水噴法時高壓水流的噴射方 向和金屬流流動方向的夾角可以成垂直,如圖 1所示 。外部水流經(jīng)高壓水 泵加壓后噴射出來 ,把金屬流破碎成顆粒狀液滴 。這?些金屬液滴在飛行過程中,由于表面張力的作用而變?成球形 ,然后落入水中冷卻 、凝 固。水噴法控制的噴?射 壓 力 為 0 .7 – 0 .2 5 M P a 。
1.2_3 篩 分
使用篩分設備 ,分別把 1、2、3鋼丸進行篩分,按照 不 同的粒 度大小進 行分類存放 。
1.3 鋼丸的等溫淬火
1.3.1 等溫淬火的理論基礎
過冷奧氏體組織將要發(fā)生分解和轉(zhuǎn)變 ,隨著過冷?度的不同,轉(zhuǎn)變產(chǎn)物也不同,如圖 2所示,共析鋼當 過冷度較小時 ,奧氏體在較高溫度范圍內(nèi)分解 ,產(chǎn)物 為珠光體;過冷度很大時,奧氏體轉(zhuǎn)變?yōu)轳R氏體;在?二者之間的溫度范圍內(nèi)發(fā)生中溫轉(zhuǎn)變 ,形成貝氏體組?織。加入適 當?shù)暮辖鹪貢?C曲線右移 ,延長奧氏 體的孕育期 ,保證過 冷奧 氏體轉(zhuǎn)變的進行 。
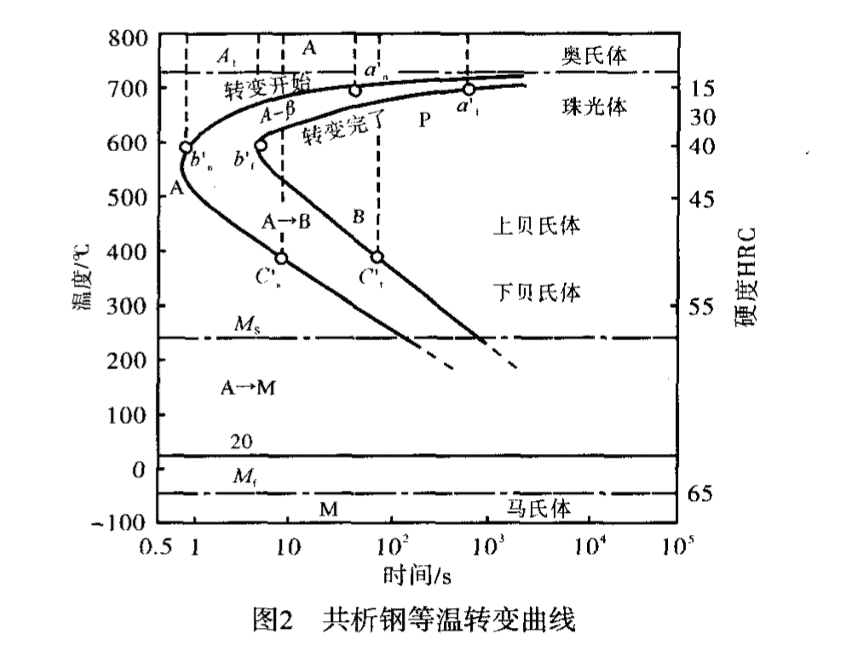
珠光體組織塑性、韌性好,而硬度、耐磨性不足, 馬氏體結構硬度高,但韌性差 、脆性大。貝氏體分為 上貝氏體和下貝氏體。上貝氏體形成溫度在 550~350°C 之間 ,上貝氏體是成束平行排列 的條狀鐵素體和條 間 滲碳體所組成的非層狀組織 ;下貝氏體的形成溫度是 350°C至Ms點之間,下貝氏體是片狀鐵素體內(nèi)部有碳?化物沉淀的組織。貝氏體的強度和硬度隨著形成溫度?的降低而提高 ,并且隨著含碳量 的增加而上升,高碳 下貝氏體的強度和硬度高于上貝氏體 ,并且下貝氏體 的韌性遠遠高于上 貝氏體 ,下貝氏體 能獲得高強度 、 高 硬 度 和 高 韌 性 的 配 合 。 以 30CrM nSi鋼 為 例 , 對 于下貝氏體為主的混合組織,可以獲得更好的硬度和韌性匹配,如圖3所示。

1.3.2等溫淬火裝置
淬火加熱爐采用自制的90KW電阻爐,不銹鋼內(nèi)膽,爐體環(huán)繞電阻絲。加熱爐旁邊放置淬火槽,也是采用電阻絲加熱。帶有鎳鉻鎳硅自動控溫儀。
1.3.3等溫淬火工藝
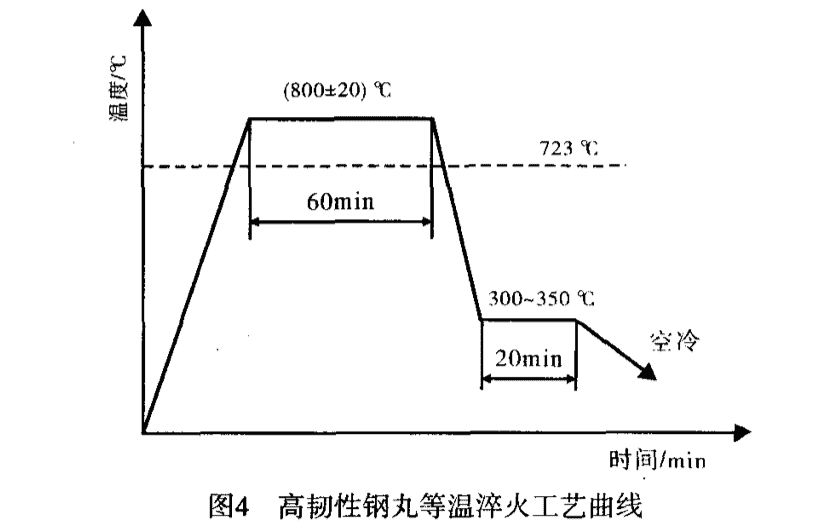
鋼丸的等溫淬火工藝如圖4所示,對1″、2″、 3″鋼丸分別進行淬火加熱,淬火過程如下。
(1)淬火加熱溫度: (800±20) ℃。在淬火加熱爐內(nèi)把鋼丸加熱到預定溫度,并且保溫1h,使奧氏體均勻化。
(2)淬火介質(zhì):硝酸鉀和亞硝酸鈉, 55%
KNO,+45%NaNO20
(3)淬火介質(zhì)加熱:設計制造一個介質(zhì)加熱裝置,包括爐子和淬火槽,把介質(zhì)加熱到300-350℃,恒溫。
(4)等溫淬火過程:把加熱好的鋼丸放入淬火介質(zhì)中,保溫20 min,然后取出空冷。放入過程要快速平穩(wěn),防止淬火介質(zhì)飛濺燙人。不要一次放入鋼丸太多,防止介質(zhì)升溫。保溫過程中要監(jiān)控溫度。
1.4 鋼丸的后處理
淬火后的鋼丸要進行冷卻、清洗、干燥,然后包裝。鋼丸經(jīng)過保溫20min等溫淬火后,放在空氣中自然冷卻到室溫狀態(tài),其間不要用水激冷,以免產(chǎn)生氧化現(xiàn)象。淬火冷卻后的鋼丸,表面粘有少量淬火介質(zhì),用溫水去除。沖洗干凈的鋼丸可以自然涼干,也可以通干燥空氣風干,或者在紅外線加熱爐內(nèi)干燥,干燥溫度不能太高,幾十度為宜。
2研究結果及分析
2.1 化學成分分析
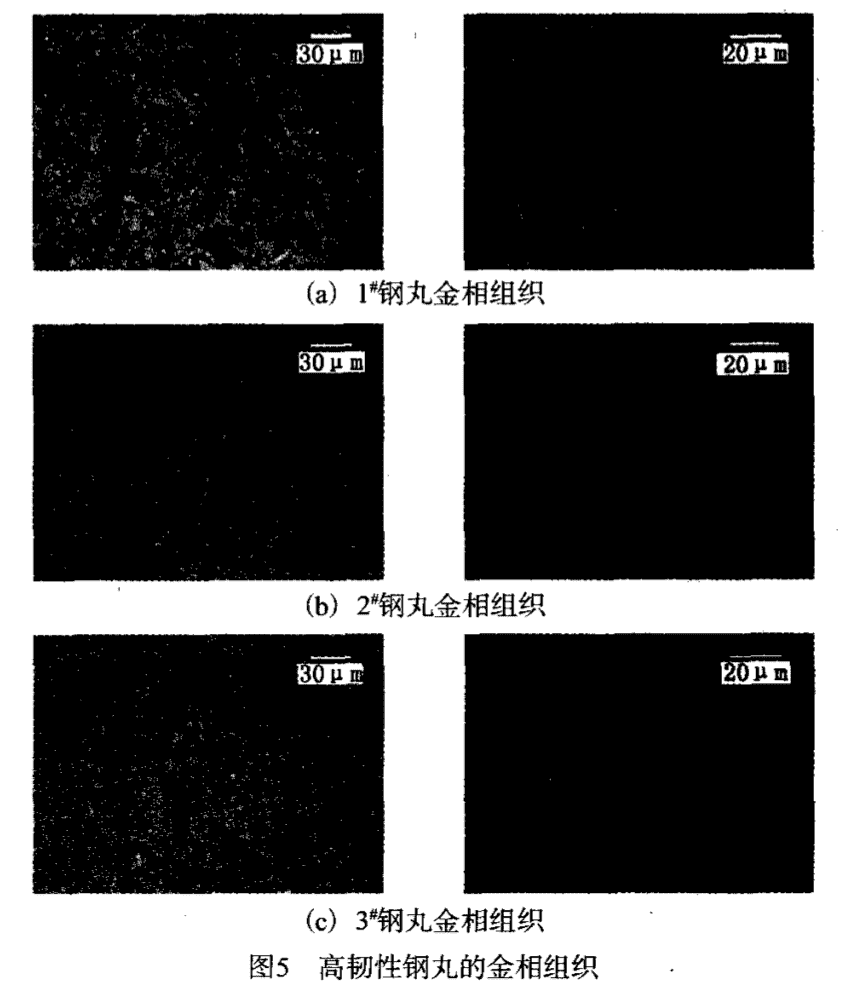
分析鋼丸的化學成分,檢驗是否符合目標成分,分析結果見表2,可以看出,實際化學成分,與表1中的目標成分基本接近。
2.2金相組織觀察
用OLYMPUS倒置式金相顯微鏡觀測淬火鋼丸S50的組織形貌,分析下貝氏體的形貌和分布,如圖5所示。圖中,上、中、下每兩幅圖片分別代表1″、23″鋼丸在不同放大倍數(shù)下的金相組織,可以看出,三種鋼丸的組織都是以貝氏體為主的混合組織,其中,1″鋼丸含有下貝氏體相比例較大, 2″鋼丸馬氏體含量稍多, 3″鋼丸馬氏體含量最多。因而, 1″、2″鋼丸具有較好的韌性、硬度適中, 3″鋼丸韌性較差、硬度較高,這在后續(xù)性能實驗中得到證實。
2.3性能測試
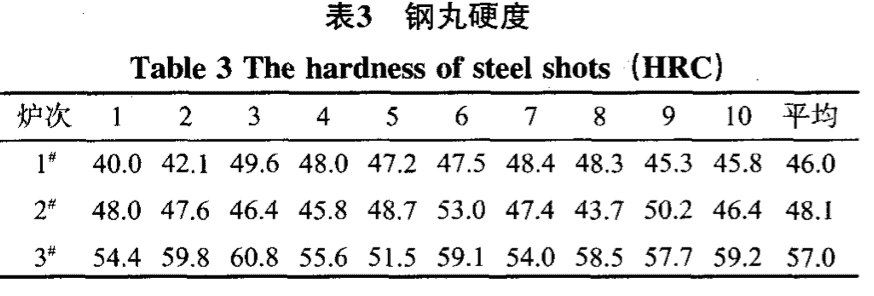
(1)硬度測試。每爐檢測10個鋼丸的硬度,測試的結果如表 3所示。
(2)韌性檢測 。在壽命試驗機上 ,檢測鋼丸的循?環(huán) 使 用 次 數(shù) 。 傳 統(tǒng) 鋼 丸 S550 的 循 環(huán) 次 數(shù) 為 2 980、?3020、3050, 平 均 循 環(huán) 次 數(shù) 3016次 ; 1 高 韌 性 鋼 丸S550的循環(huán) 次數(shù) 為 4120、4110、4080,平 均 循環(huán) 次 數(shù) 4 103 次 。 高 韌 性 鋼 丸 的 平 均 使 用 壽 命 是 傳 統(tǒng) 鋼 丸 1 .3 6 倍 。 2 鋼 丸 的 循 環(huán) 次 數(shù) 與 】 鋼 丸 比 較 接 近 , 3 鋼?丸 的 平 均 循 環(huán) 次 數(shù) 相 對 較 低 , 為 3 766 次 , 但 仍 然 高?于 傳 統(tǒng) 鋼 丸 S550。
3結論
(1)確定了鋼丸合適 的化學成分 ,成分控制范圍 (質(zhì) 量 分 數(shù) ) : 0.85% ~ 1.20% C , 0.60% ~ 1.50% Si,?0 .6 0 % ~ 1 .5 0 % M n , 0 .1 0 % – 0 .4 5 % W , 0 .1 0 % – 0 .4 5 % M o ,P ≤ 0 .0 4 % , S ≤ 0 .0 4 % 。 在 此 范 圍 內(nèi) , 可 以 把 碳 及 合 金?元 素 控 制 得 低 一 些 , 有 利 于 優(yōu) 化 鋼 丸 的 組 織 和 性 能 。
(2)制訂了合理的等溫淬火工藝和淬火工藝參數(shù), 鋼丸淬火加熱溫度 (800+20)°C,淬火介質(zhì) 55% K N O 3+ 4 5 % N a N O 2 , 介 質(zhì) 加 熱 溫 度 3 0 0 ~ 3 5 0 °C , 淬 火 保 溫 時 間 20min。
(3)通過微合金化和等溫淬火工藝,獲得 以下貝氏 體為主的混合組織 ,在保證適 當硬度的基礎上 ,提高
了鋼 丸的韌性 。 (4)高韌性鋼丸可以替代一般高碳鋼丸 ,保證了清
理效果,使用壽命是高碳鋼丸的1.36倍。節(jié)約了資 源,具有 良好的經(jīng)濟效益和社會效益。
噴拋丸設備、噴丸強化技術服務,182 0189 8806 文章鏈接:http://www.wwwbaihe0.com/1286/
 微信聯(lián)系咨詢
微信聯(lián)系咨詢 





消息")