盤(pán)條氧化鐵皮 的去除方法主要有化學(xué)酸洗 和機(jī) 械剝 離兩種 ,而機(jī)械剝離 主要采用拋丸技術(shù) 。介紹 了拋丸技術(shù) 的工作原理 ,對(duì) M2高速鋼盤(pán)條拋丸前后 的表 面和性能做 了對(duì) 比研究 。研 究表 明 ,拋丸后 的盤(pán)條 氧化鐵皮基本去除 干凈 ,盤(pán)型和表 面均得 到有效 的改善 ,拋丸對(duì)脫碳 層的影響不大 。拋丸后 硬度增加 約 30HV,硬度影響層約 0.08mm。拋丸后盤(pán)條 的抗 拉強(qiáng)度增加 8.59MPa,斷 面收縮率減 小 10.26%。后續(xù)拉拔驗(yàn)證拋丸后 的 M2高速鋼盤(pán)條 能夠 滿足拉拔要求 。
高 速 鋼 盤(pán) 條 是 生 產(chǎn) 鉆 頭 、絲 錐 等 刀 具 產(chǎn) 品 的 基礎(chǔ)材料 ,在盤(pán)條的生產(chǎn)過(guò)程中會(huì)產(chǎn)生硬而脆且難變 形的氧化鐵皮 ,影響后續(xù)拉拔工藝。因此 ,氧化鐵皮 在拉拔前必須去除。去除氧化鐵皮 的方法主要有化 學(xué)酸洗和機(jī)械剝離兩種 ,而機(jī)械剝離主要采用拋 丸技術(shù) 。盤(pán)條的拋丸技術(shù)前人 已經(jīng)有過(guò)研究 ,研 究結(jié)果表明,從環(huán)保 、成本、效果 、維修等多方面綜合 評(píng)價(jià),拋丸優(yōu)于酸洗,可以取代酸洗,但拋丸工藝在 高速鋼盤(pán)條的應(yīng)用效果研究甚少 ,本文對(duì)高速鋼盤(pán)釜拋丸后的表面進(jìn)行了研究。
拋 丸 的 原 理 是 拋 射 出 高 速 密 集 的 鋼 丸 ,打 擊 盤(pán)條表面 ,使盤(pán)條表面的氧化鐵皮、銹蝕層及其污物迅 速脫落 ,獲得一定粗糙 的潔凈表 面 。盤(pán)條表面受 到外力的作用 ,必然使其性能發(fā)生改變 ,本文對(duì)拋丸前后高速鋼盤(pán)條的性能變化進(jìn)行 了試驗(yàn)研究。
1 試驗(yàn)方法及材料
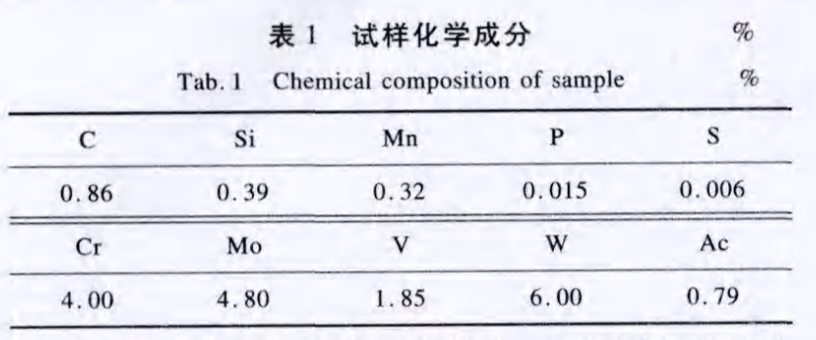
試驗(yàn)所用拋丸機(jī)設(shè)備型號(hào)為 XQ一1I型通過(guò)式 盤(pán)條拋丸機(jī)組,鋼丸采用QB一2、QB一3、QB一4 混 合 使 用 ,鋼 丸 配 比 為 :50% QB 一4 + 30% QB 一3+20%QB一2。卷曲頻率 20Hz、拋投頻率為 45 Hz、風(fēng) 門(mén)開(kāi) 度 20。。試驗(yàn)所用材料材質(zhì)為 M2,規(guī)格 為 qb5.5mm 的 熱 軋 高 速 鋼 盤(pán) 條 ,試 樣 成 分 見(jiàn) 表 1。
對(duì)8卷高速鋼盤(pán)條進(jìn)行拋丸,每卷拋丸前后取樣,共取8組試樣,依次編號(hào)為1-8#,每組2個(gè)試樣,分別為拋丸前后試樣進(jìn)行氧化鐵皮、脫碳層、拉伸性能、硬度的檢測(cè),對(duì)檢測(cè)結(jié)果進(jìn)行對(duì)比分析。
氧化鐵皮的檢測(cè)方法為,采用掃描電鏡對(duì)拋光后的盤(pán)條試樣進(jìn)行觀察測(cè)量。脫碳層的檢驗(yàn)采用金相法,即使用硝酸酒精溶液腐蝕顯微組織,放大100倍進(jìn)行觀察測(cè)量。拉伸性能檢驗(yàn)在電液伺服萬(wàn)能試驗(yàn)機(jī)上進(jìn)行,測(cè)其抗拉強(qiáng)度和斷面收縮率。硬度是衡量金屬軟硬程度的一種性能參數(shù),它的測(cè)試方法有回跳法、劃痕法及壓人法3種。用壓人法測(cè)得的硬度值表征金屬的塑性變形抗力及應(yīng)變硬化能力。
一般鋼材交貨硬度的檢驗(yàn)采用布氏硬度試驗(yàn)法,布氏試驗(yàn)機(jī)測(cè)試硬度的原理是用一定大小的載荷F,把直徑為D的圓鋼球(或硬質(zhì)合金球)壓入試樣表面并保持一定時(shí)間后卸載載荷,測(cè)量試樣上的圓形壓痕直徑dmm,查表找出對(duì)應(yīng)的布氏硬度值。本試驗(yàn)中所用試驗(yàn)材料直徑為5.5 mm,因其檢驗(yàn)面較小,常規(guī)布氏硬度檢驗(yàn)法不適應(yīng),所以采用載荷為5 N的維氏硬度檢驗(yàn)法。
2試驗(yàn)結(jié)果與分析
2.1盤(pán)型和表面
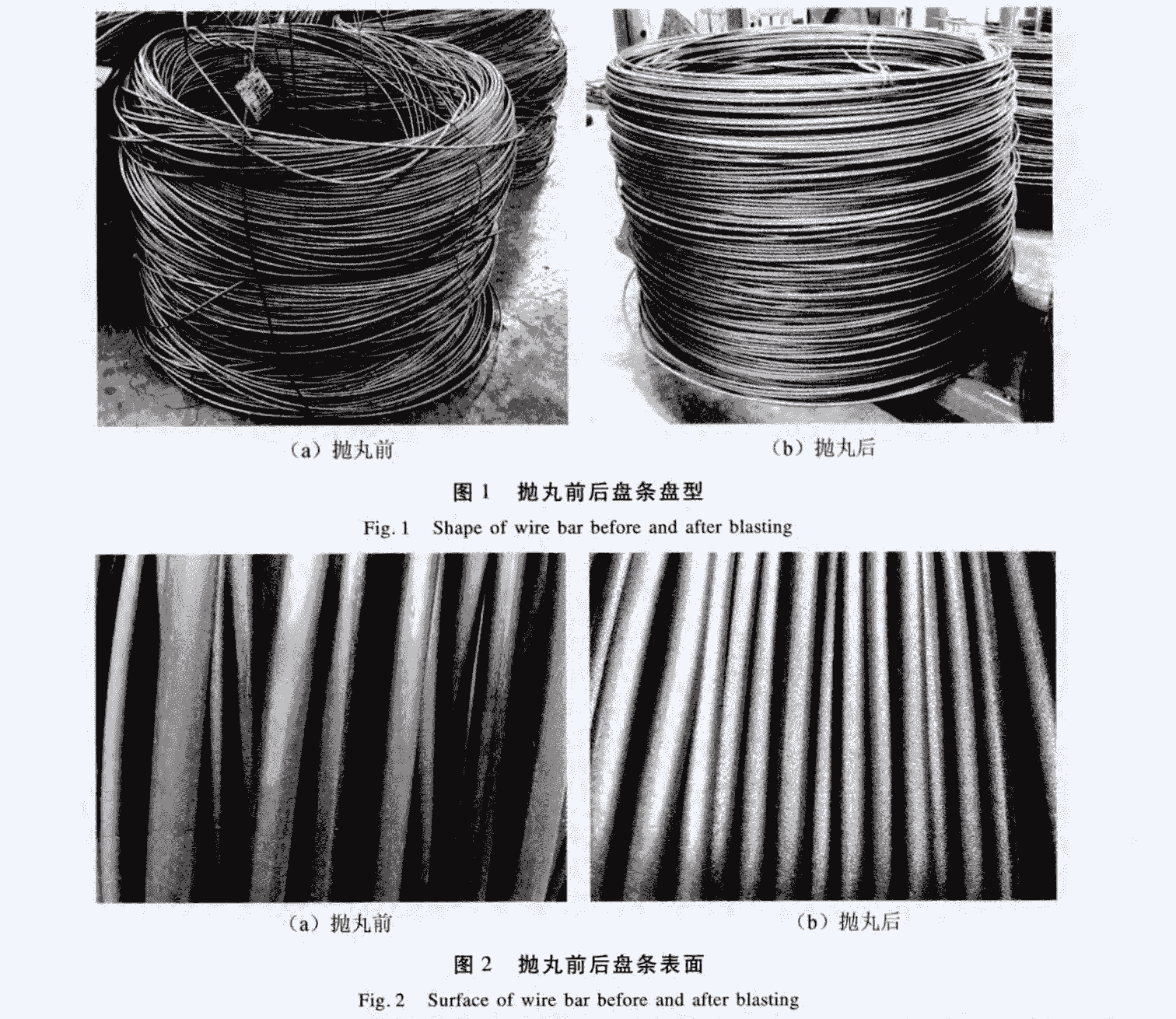
圖1為拋丸前后盤(pán)條盤(pán)型圖片。由圖1可以看出,拋丸后盤(pán)型規(guī)矩,整齊,盤(pán)型較好。圖2為拋丸前后盤(pán)條表面圖片。由圖2可以看出,拋丸后盤(pán)條表面光亮,顏色一致,形象較好。拋丸前的盤(pán)條,因?yàn)橥嘶鸬脑?盤(pán)條表面顏色不一,賣相較差。
2.2氧化鐵皮
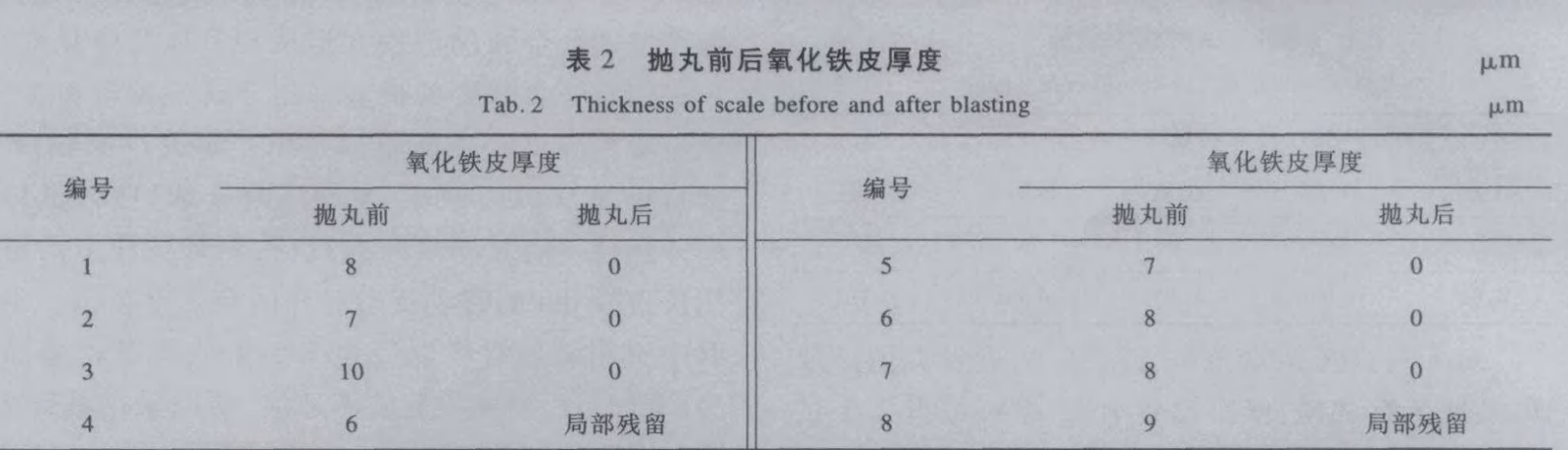
表2為拋丸前后試樣上氧化鐵皮厚度檢驗(yàn)結(jié)果。由表2可以看出,拋丸后氧化鐵皮基本去除干凈。圖3為拋丸前后試樣上氧化鐵皮的金相照片。
噴拋丸設(shè)備、噴丸強(qiáng)化技術(shù)服務(wù),182 0189 8806 文章鏈接:http://www.wwwbaihe0.com/1244/
 微信聯(lián)系咨詢
微信聯(lián)系咨詢 





擊這里給我發(fā)消息")