江蘇世紀銘豐科技關于噴丸強化對金屬零件的材料旋轉彎曲疲勞強度分析,解析噴丸強化對材料疲勞的改善原理,殘余應力在材料內部產生機理以及噴丸強化引入外部殘余壓應力的工藝定量分析。
噴丸強化可以顯著提高材料的疲勞裂紋萌生抗力。關于材料疲勞極限提高的原因,一般認為是由于噴丸在試件表層引入的殘余壓應力抵消了部分載荷拉應力所致。然而,在噴丸試件表面殘余壓應力層下方的殘余拉應力峰值區內卻經常萌生疲勞裂紋,且在此條件下噴丸試件的疲勞極限往往都有顯著提高。針對這一現象,姚枚、王仁智等通過理論分析和實驗研究,提出了表面及內部疲勞極限的新概念認為:經過適當表面強化的試件,其內部萌生疲勞裂紋的臨界應力(即內部疲勞極限,約為未經表面強化的相同材料試件在表面萌生疲勞裂紋的臨界抗力(即表面疲勞極限)的1.35倍。該理論通過大量實驗驗證并在預測表面強化件表觀疲勞極限中獲得成功。但是以往的試驗均在應力比R=0.05的三點彎曲條件下進行,在工程中常見的R–1旋轉彎曲條件下上述概念是否適用,尚缺乏研究。
一、材料與試驗方法
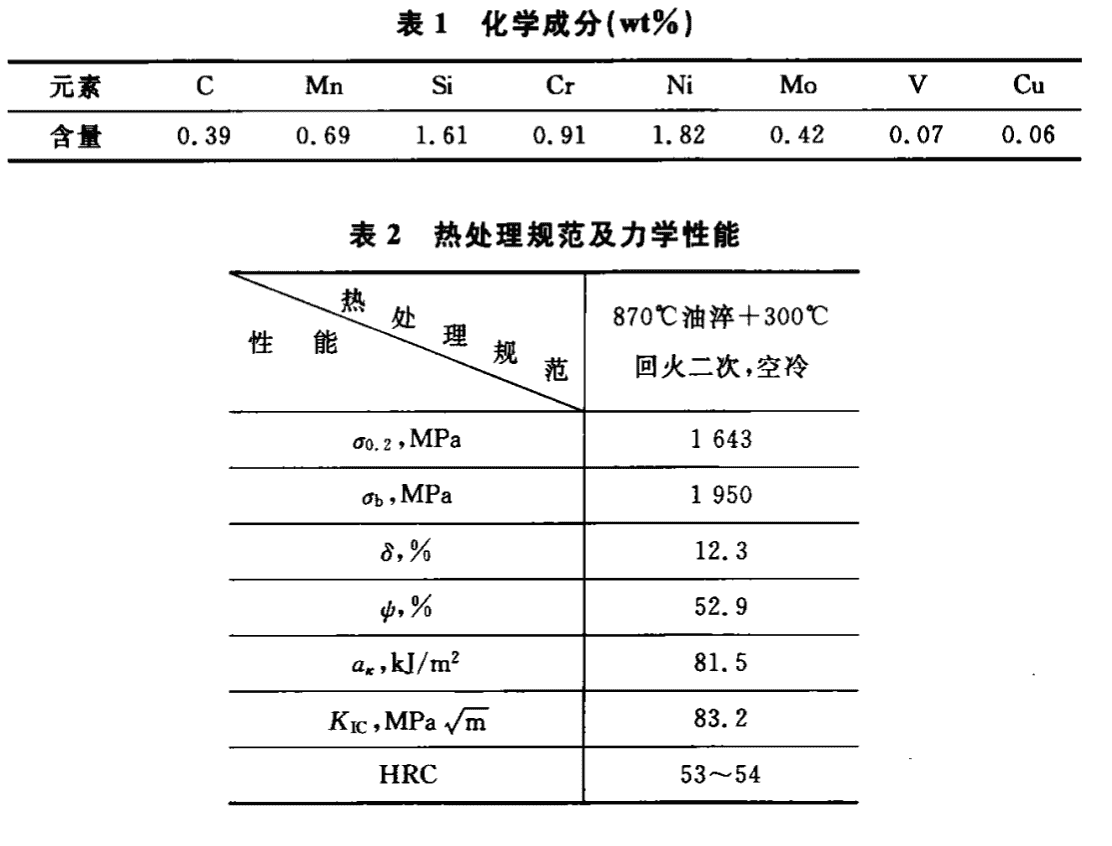
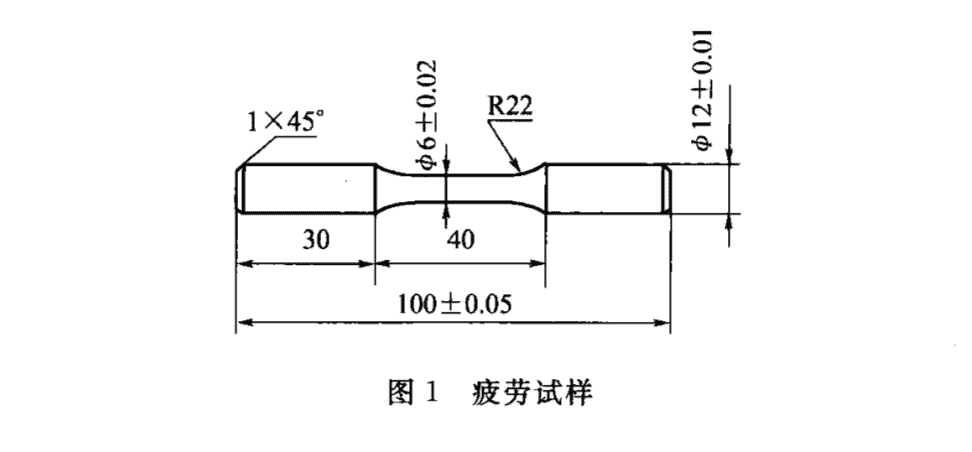
試驗用材為雙真空冶煉鋼,其化學成分、熱處理工藝及力學性能分別列入表1和表2。

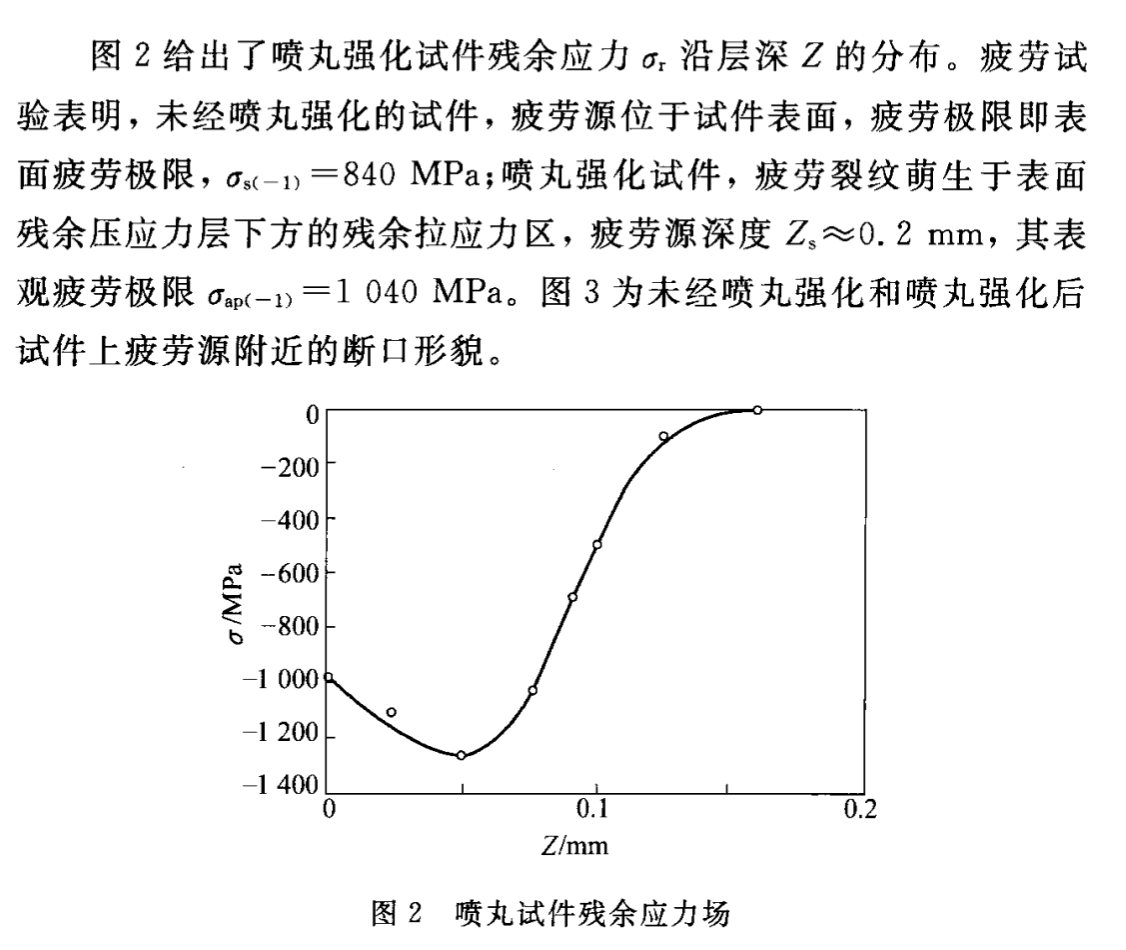
未噴丸試樣表面的機加工殘余應力層用電解拋光法加以去除,噴丸強化試樣采用逐層電解拋光,并在2903型X射線應力儀上測定殘余應力沿層深的分布。在HY型疲勞試驗機上進行旋轉彎曲疲勞試驗,加載頻率為50 Hz,根據升降法確定材料的疲勞極限,循環周次為10的7次方。試樣形狀如圖1所示。
二、試驗結果與討論
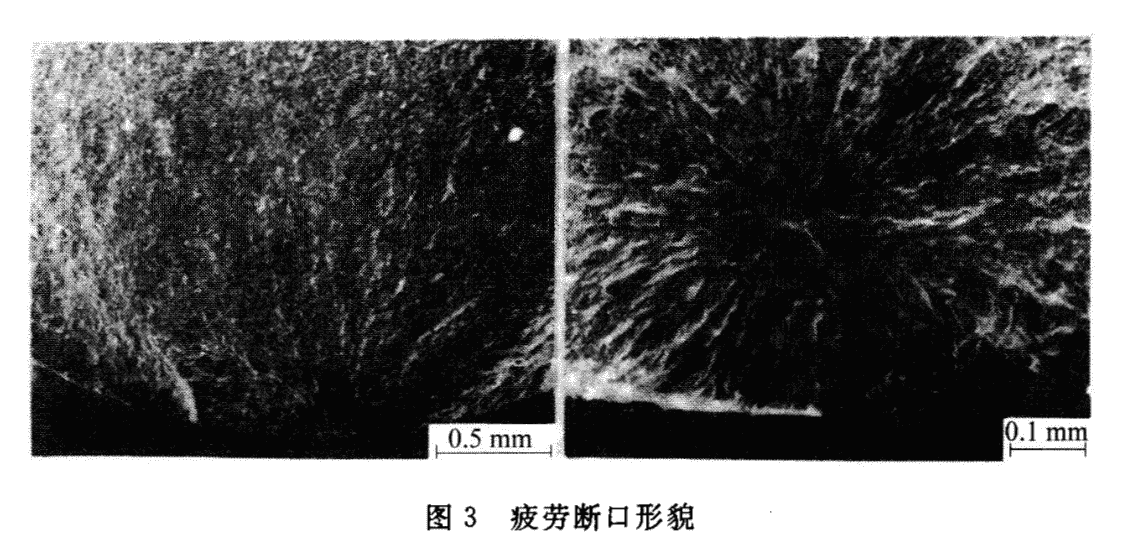
試驗結果表明,在R–1的條件下,經適當噴丸強化的試件,裂紋萌生于殘余壓應力層下方的殘余拉應力區,而表觀疲勞極限卻有明顯提高。這說明由于強化而在試件內部萌生疲勞裂紋的臨界抗力,高于非強化試件在表面萌生勞裂紋的臨界抗力。
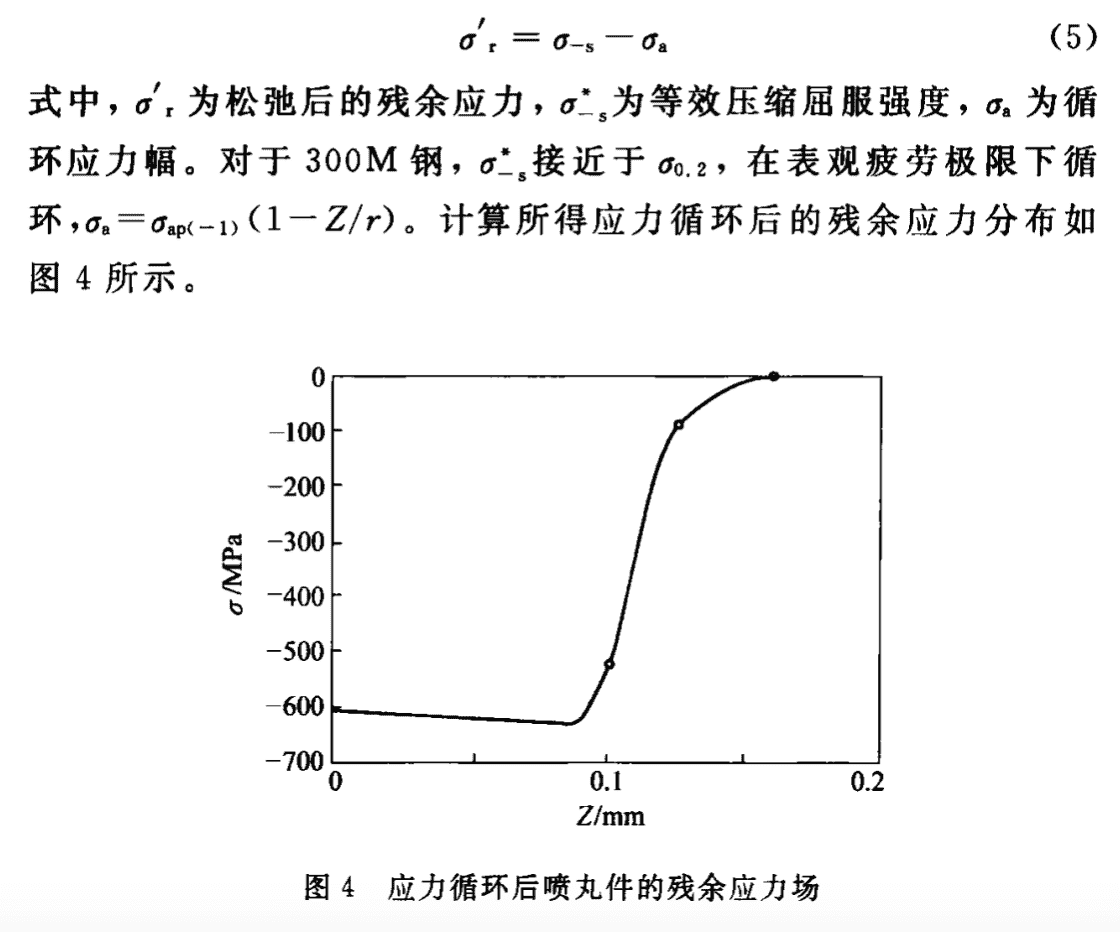
在循環加載過程中,噴丸強化試樣內局部壓應力將超過屈服極限,導致局部屈服,從而使殘余應力的分布發生改變,即發生靜載松弛,而我們研究殘余應力靜載松弛后,可通過一下方式表達:

上述結果表明,疲勞裂紋在內部萌生的臨界應力要高于其表面萌生的臨界應力;同時表明,在旋轉彎曲條件下,材料的內及表面疲勞極限理論仍有效。由此可知,內部疲勞極限理論可于噴丸強化工藝的優化選擇以及噴丸零件表觀疲勞極限的定量預
測。
三、結論
1)經適當噴丸強化的300M鋼,在旋轉彎曲條件下疲勞裂絲萌生于試件內部殘余拉應力峰值區,使表觀疲勞極限得以明顯高。
2)在旋轉彎曲條件下, 300M鋼的內部疲勞極限約為表面疲勞極限的1.39倍。
噴拋丸設備、噴丸強化技術服務,182 0189 8806 文章鏈接:http://www.wwwbaihe0.com/1179/
 微信聯系咨詢
微信聯系咨詢 