江蘇噴丸硬化處理設備廠家,具體分析什么事是噴丸硬化處理,噴丸硬化的基本原理,以及噴丸硬化的效果影響因子,和處理方式,我們可以完善噴丸硬化工藝設計方案,提供噴丸硬化代工服務。

噴丸硬化:
金屬的硬化加工,是通過工具(比如錘子)用力敲擊金屬表面,使其變得堅硬的一道工序,但是現實加工過程中,由于通過錘子等工具,敲擊金屬表面的加工方式,效率低,而且均勻性不好控制等問題,我們采取通過噴丸來實現大規模、高效率、均勻性,持續性的敲擊,來實現金屬快速硬化,這就是噴丸硬化處理。
噴丸硬化的原理:
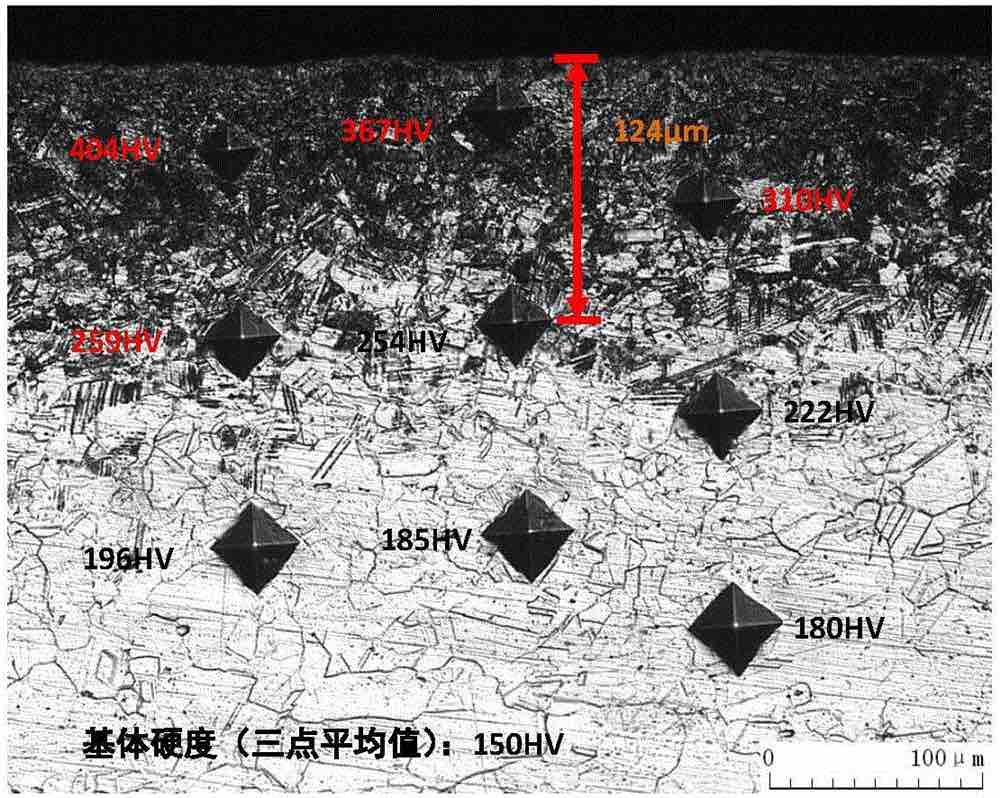
噴丸硬化前,我們可以通過對金屬部件的表面金屬層進行金相分析,這里我們選擇一個滲碳淬火部件(圖1)可發現,在金屬表面是殘留部分奧氏體的,大概在15%-20%之間,噴丸硬化作業后,我們再對金屬表面進行金相分析,發現奧氏體基本消失,而表面基本都是馬氏體(其實是奧氏體轉變為馬氏體),而此時金屬表面已經實現了硬化,那么我們可以理解為,噴丸硬化是通過噴丸轟擊,產生表面殘余壓應力,同時將金屬表面殘留奧氏體轉為馬氏體而實現硬化目的的;
噴丸處理后,金屬表面因為沖擊力大于屈服應力,發生塑性形變,產生了壓應力殘留,同時金屬表面奧氏體轉變為馬氏體,會使其發生膨脹,殘余壓應力和金屬相變導致的膨脹相互擠壓約束,使金屬表面再次面對外部沖擊時,不易發生蠕動和變形(當外部沖擊力打擊金屬表面時,殘留壓應力,和馬氏體膨脹應力,同時抵抗沖擊),這技術噴丸硬化的主要原理。
影響噴丸硬化的工藝因數:
1.噴丸的沖擊力,我們知道噴丸過程中FT=MV的關系,金屬噴丸硬化中,所需要的并不是能量的大小,而是要強大的沖擊力,當彈丸沖擊金屬表面時,它的動能是固定的(MV固定),為了獲取足夠大的沖擊力F,那么我們必須縮短彈丸沖擊到金屬表面到停止做工的時間T,如何縮短時間,其一,固定工件,不要讓工件在噴丸沖擊過程中發生后推,而延長做工時間,其二,要增加彈丸強度(我們使用鋼丸),使其在沖擊金屬表面時,不要發生鈍化形變,從而使做工時間變長,沖擊力分散面過大,而降低單位面積沖擊力;
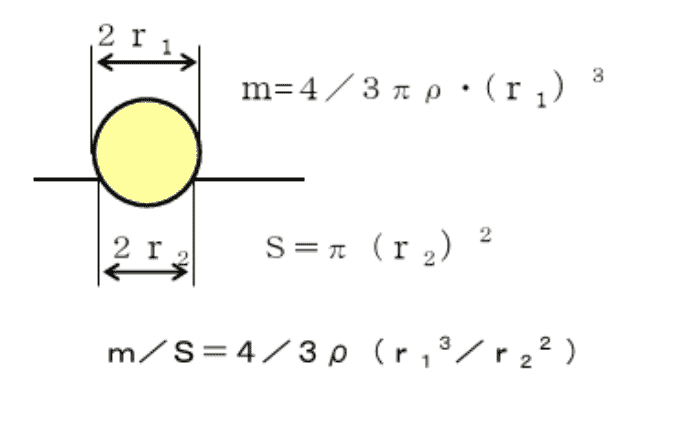
2.鋼丸直徑大小與噴丸硬化效果,我們已經知曉金屬表面單位面積承受沖擊力越大,則噴丸硬化效果越好,FT=MV根據以下公式計算,可以判定r1大匙噴丸硬化效果好,但是考慮到噴丸鋼丸直徑不能太大,太大動力帶不動,所以我們需要根據實際情況選定合適鋼丸大小;
3.噴丸硬化中,鋼丸動力來源的選擇,根據噴丸硬化原理,能夠實對金屬表面硬化的彈丸都是垂直沖擊金屬表面的,而通過壓縮空氣做動力的噴丸機,是最好的噴丸硬化選擇設備,應為它噴射的鋼丸,基本都是垂直轟擊,但是壓縮空氣作為動力能量轉化率低,持續保持高強度噴丸硬化,可能不夠經濟,所以有時候,在對動力要求高,能量轉化高的持續噴丸硬化作業,我們選擇拋丸器作為動力來源,具體動力選擇根據實際需要;
4.鋼丸的參數對噴丸硬化的影響,噴丸硬化中要求鋼丸的硬度足夠高,可與加工工件硬度相同,或者稍微高于加工工件硬度,防止破碎;
鋼丸侵入工件深度5-30微米,防止侵入過深,壓應力分散;
形狀要求為球形,防止銳邊劃傷工件;
噴丸硬化加工的注意事項:
噴丸硬化屬于冷作硬化加工,適用于工作溫度低于250度的金屬工件,工作溫度高,會使金屬膨脹力大于金屬表面殘余壓應力,使其發生蠕動,發生反向塑性形變,殘余壓應力消退,噴丸硬化效果失效;
由于噴丸硬化后,彈坑周邊會發生拉伸,所以噴丸硬化加工不適合適用于單純成熟拉應力和壓應力的工件。
噴丸硬化的應用:
噴丸硬化可用于航空發動機部件強化、航空設備維修,汽車部件的強化等各類噴丸強化使用的場合。
噴丸硬化設備:
噴丸硬化設備,目前在批量不大,強度要求不是特別高,而對噴丸硬化精度要求高的噴丸硬化處理,我們可以選擇以壓縮空氣做動力的數控噴丸機,如果噴丸硬化處理量大,經濟性要求高,效率要高,那么我們可以選擇以拋丸器為動力的拋丸機。
噴拋丸設備、噴丸強化技術服務,182 0189 8806 文章鏈接:http://www.wwwbaihe0.com/1089/
 微信聯系咨詢
微信聯系咨詢 